







PLA malléable & Moulage plâtre
Là où l'impression 3D multi matériaux trouve ses limites, il existe encore des solutions !
Bien que des vidéos d'utilisation de ce nouveau produit commencent à circuler à foison sur internet,
je vous propose ici une adaptation de ce qu'on peut également réaliser avec ce dernier via la confection d'un moulage de pressée en plâtre.
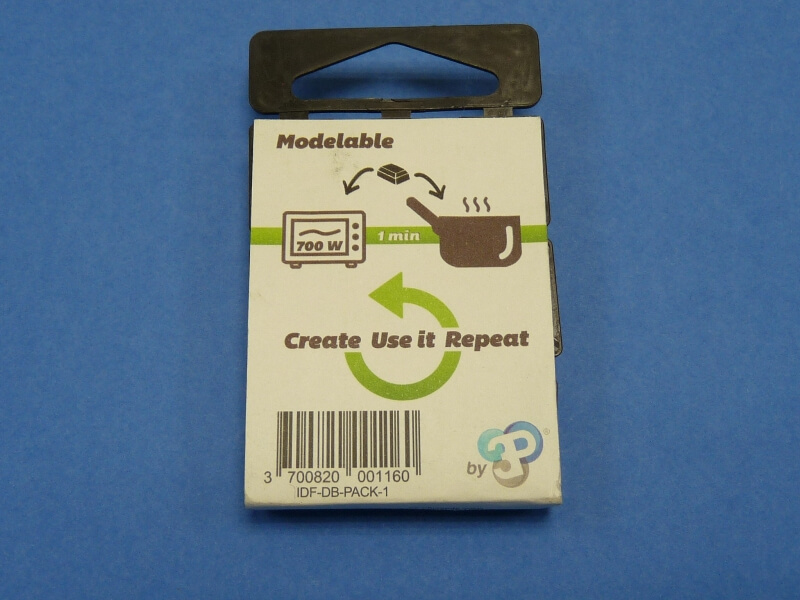
Vous trouverez ce produit pour 5 euros dans les rayons de vos magasins de bricolage courants, il s'agit de : ID FORM - Magic Plastic.
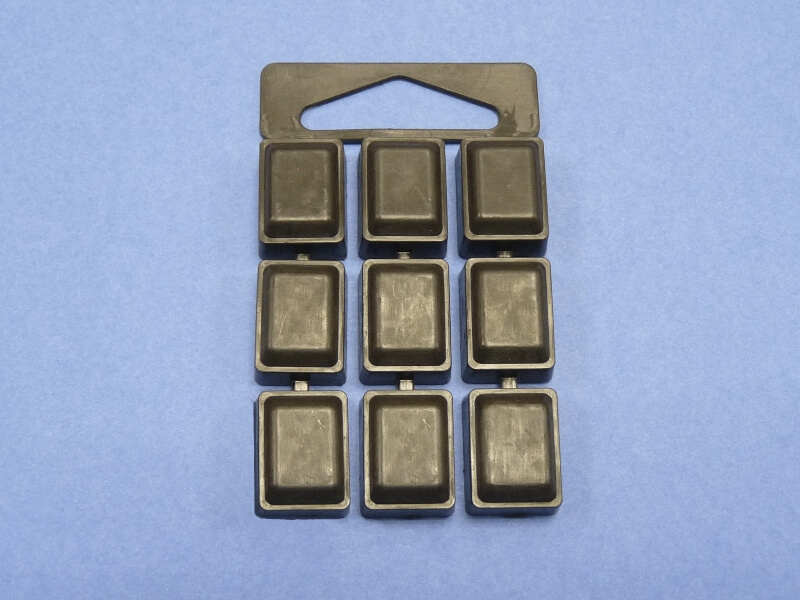
Il se présente en tablette de 9 petits parallélépipèdes rectangles.
Il est décliné en plusieurs teintes allant du transparent au noir en passant par le rose, le bleu et autre jaune, rouge, vert etc.
Les plots de teintes différentes sont mélangeables pour se comporter comme des couleurs primaires et ainsi obtenir d'autres teintes ou des effets.

L'adaptation d'utilisation de ce produit ci-dessous présentée via le prototypage et le moulage d'une pièce de réparation,
donnera assurément des idées d'emploi de ce matériaux assez étonnant je dois l'admettre, pour de nombreuses réalisations en modélisme.
Depuis quelques temps déjà, ce capteur RVG donnait des signes de faiblesse et devenait d'utilisation très délicate.
La sortie et protection de son cordon de liaison était en effet devenue défectueuse face à une utilisation intensive.
Les contacts fournisseurs et fabricants pris pour envisager la remise en état de ce petit capteur hors de prix se sont tous avérés infructueux,
les seules réponses obtenues étant :"il faut remplacer, tout est serti à chaud et étanche, la réparation est impossible, le capteur est HS" !



Après avoir étudié des solutions de réparations multiples et variées jusqu'à l'impression 3D, rien ne permettait une telle remise en état,
avec un cahier des charges assez précis : Il fallait que cette réparation soit le plus étanche possible, tout en restant suffisamment souple,
et réalisée de telle façon qu'on la remarque le moins possible. Elle devait également permettre comme de coutume, la préhension du capteur
par le câble pour dégager sur chaque utilisation la protection à usage unique qui devait le recouvrir.
C'est alors qu'au détour des rayons d'une enseigne de bricolage bien connue, apercevant une publicité télévisuelle, il me vint une idée :
Réaliser un moulage dur en plâtre autour d'un prototypage en cire, lequel moulage me servirait pour contre-presser le matériau en question.
En voici les étapes qui bien sur serviront ici de support d'idée pour des réalisations en modélisme ... et pas que !
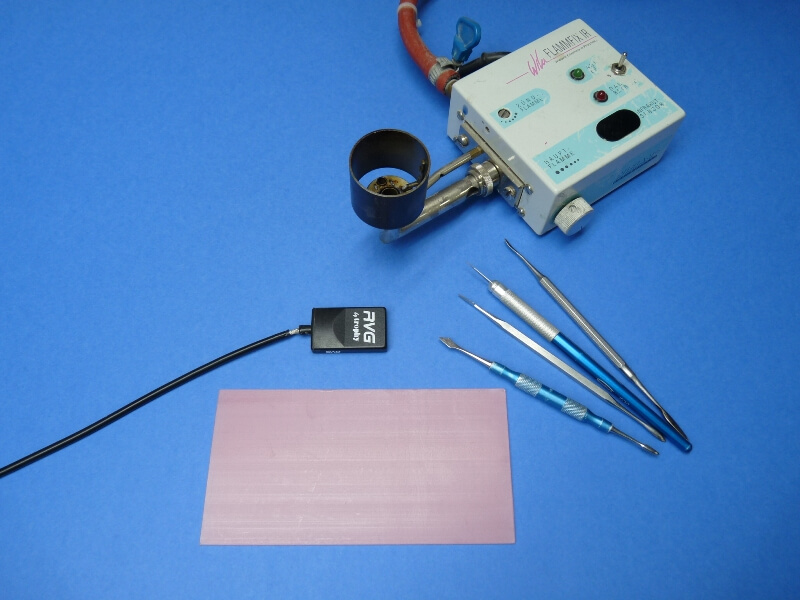
Réalisation du prototype de réparation à l'aide d'une plaque de cire à modeler.
Les outils utilisés sont principalement une source de chaleur, ici de type Bunsen,
ainsi que quelques instruments de modelage et sculpture sur cire.
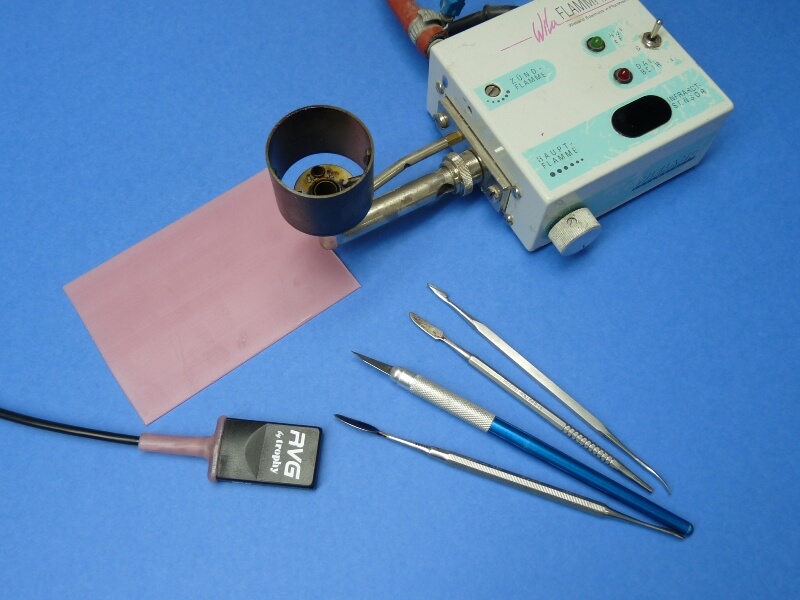
Je passe rapidement sur les étapes de mise en forme du prototype de réparation pour en arriver à ce résultat :

Le prototypage étant terminé, nous passons maintenant à l'étape de réalisation du moulage de pressée en double parties.
Ce moulage sera réalisé à très faible coût, à l'aide d'un plâtre à modeler synthétique.
Réalisation de la première partie.
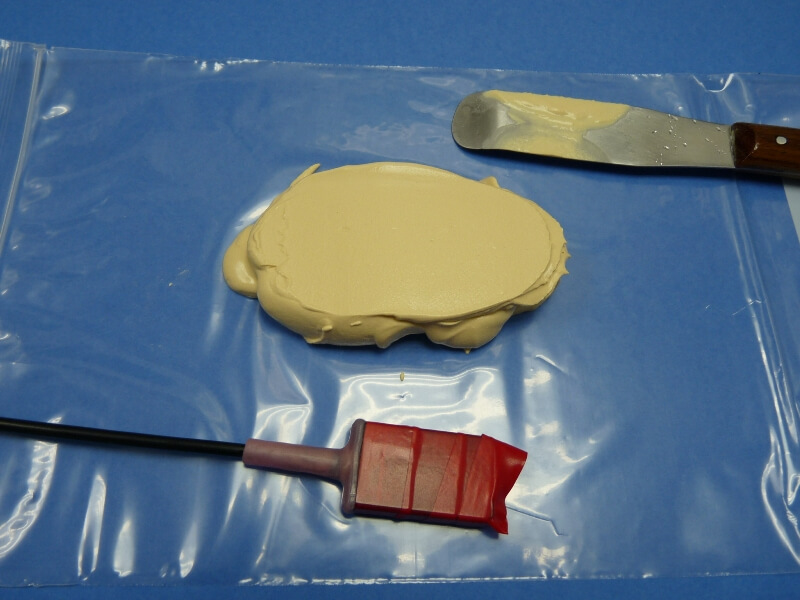
Le plâtre est malaxé en proportion pour l'obtention d'une consistance non coulante mais suffisamment "souple".
Le capteur RVG qui reste étanche, a tout de même été au préalable recouvert d'une protection constituée par un simple enroulage de chatterton.
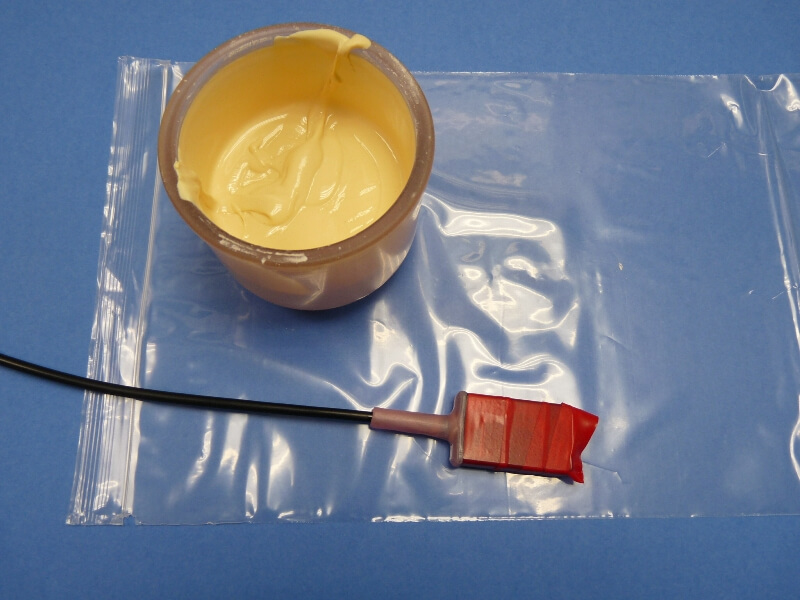
Le plâtre est déposé sur une feuille de cellophane qui constituera un excellant anti-adhésif au support de travail,
de façon à former un petit bloc aux dimensions très largement supérieures à celles du capteur.
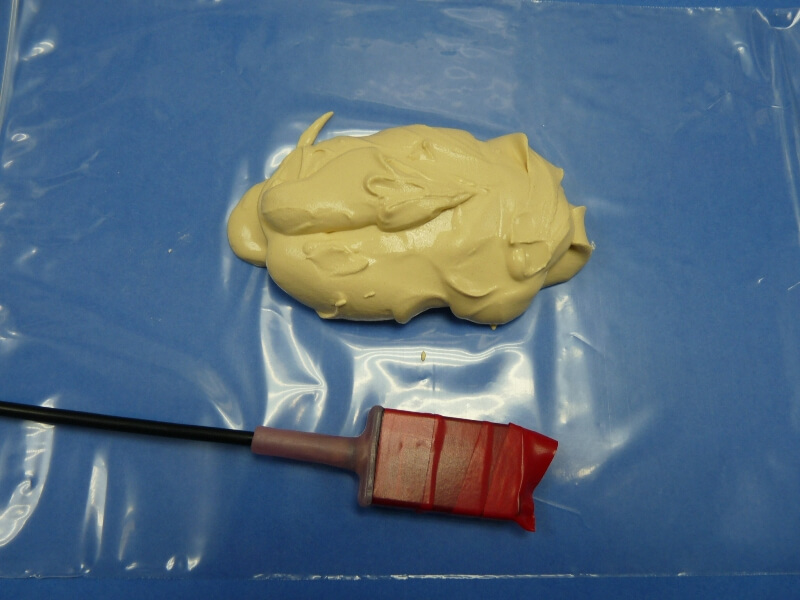
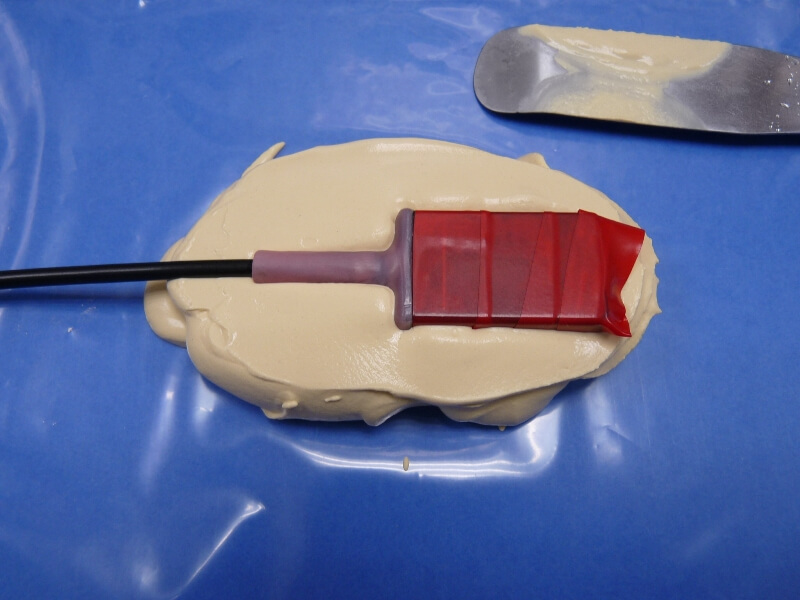
Une fois l'épaisseur souhaitée atteinte, un lissage de la surface est nécessaire pour l'obtention d'une surface relativement plane.
Cette étape se réalise à l'aide d'un couteau ou malaxeur à plâtre manuel, très légèrement humide.
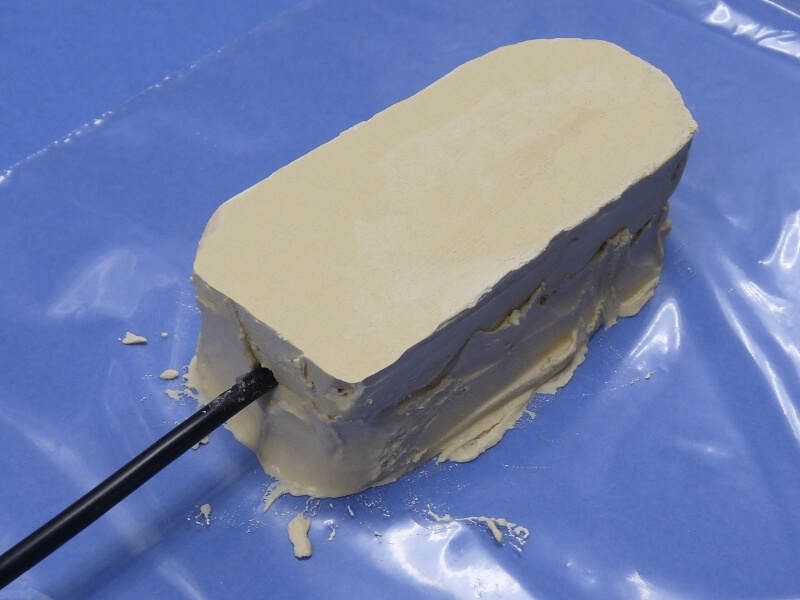
Après s'être assuré que ce petit bloc de plâtre présente une consistance suffisamment pâteuse pour ne pas s'écrouler
sous l'impression du prototype, coucher ce dernier dans le plâtre jusqu'à mi-épaisseur.
La prise du plâtre commençant à s'opérer, celui-ci devenant "modelable", il devient très facile de dégager grossièrement
les excédants à l'aide d'un outil tranchant comme ici : un simple cutter.

Il faut également prendre soin d'égaliser les débordements de plâtre tout autour de la pièce et de son prototype de réparation.

Le plâtre est maintenant solidifié, mais pas encore suffisamment résistant pour envisager la confection du deuxième étage.
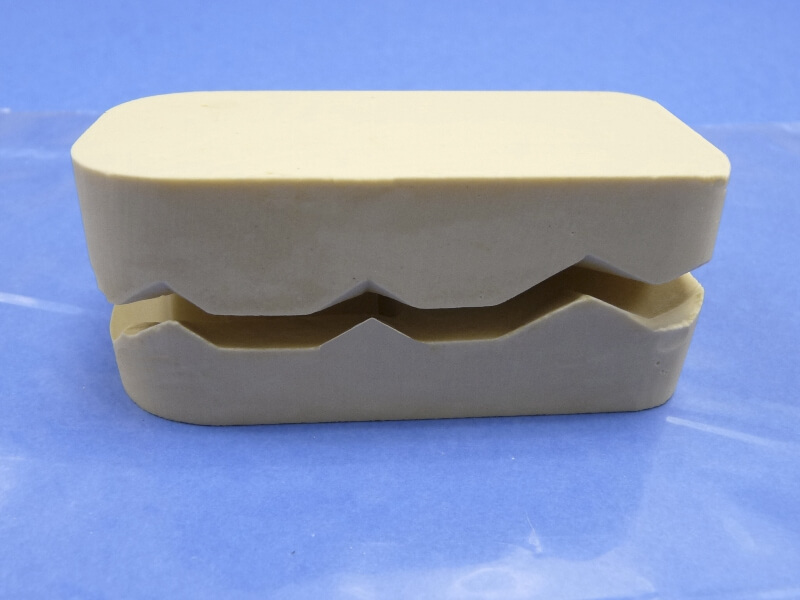
C'est ce moment précis qui sera choisi pour réaliser avec beaucoup de délicatesse, les encoches de centrage des deux parties.
Personnellement je réalise de simples encoches en V, à l'aide d'un cutter à lame neuve.
Plusieurs encoches sont ainsi réalisées de façon totalement aléatoire, tout autour du premier étage de ce moulage,
l'aspect aléatoire du positionnement des encoches étant important pour simuler un centrage par "détrompeurs" qui induira
une seule et unique possibilité de repositionnement des deux futures parties de ce moulage comme nous le verrons par la suite.


Le plâtre de ce premier étage de moulage a maintenant atteint sa dureté maximale.
Nous enduisons la surface qui se trouvera en contact directe avec le deuxième étage d'une fine couche de produit isolant, comme ici de la vaseline blanche.
Cette étape est très importante et déterminante pour la bonne réalisation de moulages en multi-parties.
Elle permet une séparation aisée des différents étages du moule, sans aucune contrainte ni dégradation.

Il est toutefois également important d'appliquer la couche isolante,
le plus correctement possible sans oublier le moindre millimètre carré de surface mais également sans aucun excès.

Nous réalisons maintenant le deuxième étage de ce moulage avec l'obtention d'une consistance de plâtre suffisamment pâteuse
pour ne pas induire un écroulement de cette nouvelle masse lors de sa mise en place sur la première partie.


Lorsque le plâtre a atteint une texture "pâteuse +" on peut éventuellement retourner le moule et très légèrement le comprimer
contre la feuille de plastique afin d'obtenir une surface finale plus plane et lisse.
Après s'être assuré que cette deuxième partie en plâtre a atteint sa dureté maximale,
nous passons maintenant aux étapes de démoulage et préparation du moule.
Séparation des deux parties du moulage, très largement facilité par l'utilisation de la vaseline blanche.


Le capteur est délicatement désinséré du moule et débarrassé de son prototype de réparation en cire.

Par pur soucis de propreté d'exécution, la totalité du moulage fait l'objet d'une égalisation sur ses six faces.
Cette étape limitera très fortement les mauvaises surprises d'incrustation de micro-éclats de plâtre dans le matériau final de pressée.

Nous pouvons ici observer l'utilité et l'efficacité des encoches aléatoires de repositionnement des deux parties du moulage.
Il est très très important de ne pas négliger cette étape lors de la réalisation de n'importe quel étage d'un moulage multi-parties.

Nous passons maintenant au nettoyage et à l'ébavurage des parties internes du moulage.
Cette étape est également très fortement conseillée pour ne pas risquer des incrustations d'éclats de plâtre dans le matériau final de pressée.
Le plâtre étant un matériau relativement "mou", privilégier l'utilisation de petites bandelettes de papier émeri en grain 120,
qui permettrons un "émoussage" des arêtes vives internes sans détérioration excessive des contours de moulage.




L'étape d'ébavurage correctement et définitivement terminée, nous appliquons maintenant une couche de vernis saturateur à l'eau
sur toutes les surfaces en contact avec la pièce et son prototype de réparation.
Ce saturateur empêchera le matériau PLA chaud d'adhérer au plâtre, autorisant ainsi un démoulage aisé de la pièce
sans aucune détérioration du moule, permettant son stockage en vue d'une réutilisation ultérieure.

La couche de saturateur à l'eau est appliquée sans excès sans oublier le moindre millimètre carré de surface et sur les deux parties du moulage.


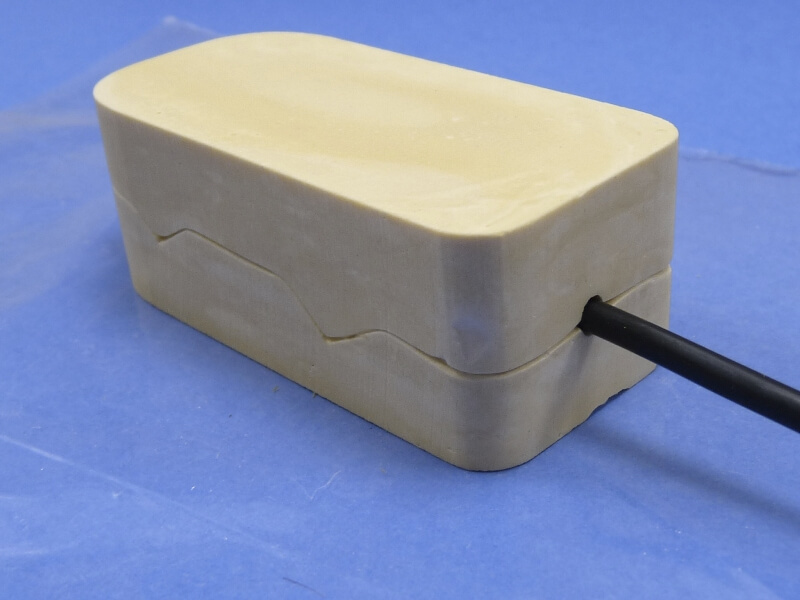
Nous nous assurons maintenant que le repositionnement du capteur dans le moulage ne posera aucun problème lors de la pressée.

On peut ici constater l'emplacement laissé par le retrait du prototype de réparation, emplacement qui sera ultérieurement comblé
par le matériau PLA ID FORM malléable.

Nous nous assurons également de la fermeture correcte des deux demi-coquilles du moulage et du bon positionnement du câble de liaison du capteur.
Vous remarquerez ici l'importance de mouler quelques centimètres de ce câble, afin d'assurer son blocage lors de la pressée du matériau ID FORM.
Toutes les vérifications et précautions pour ne pas détériorer le capteur et réaliser une pièce conforme à nos attentes ont été prises et vérifiées.
Nous passons maintenant à l'étape de pressée du matériau final.
Contrairement à ce qui est indiqué dans la vidéo de présentation du produit ID FORM, celui-ci présente une très forte adhérence à chaud,
surtout sur des matériaux tels que le plexiglass, la quasi totalité des plastiques et plus généralement toutes les matières synthétiques,
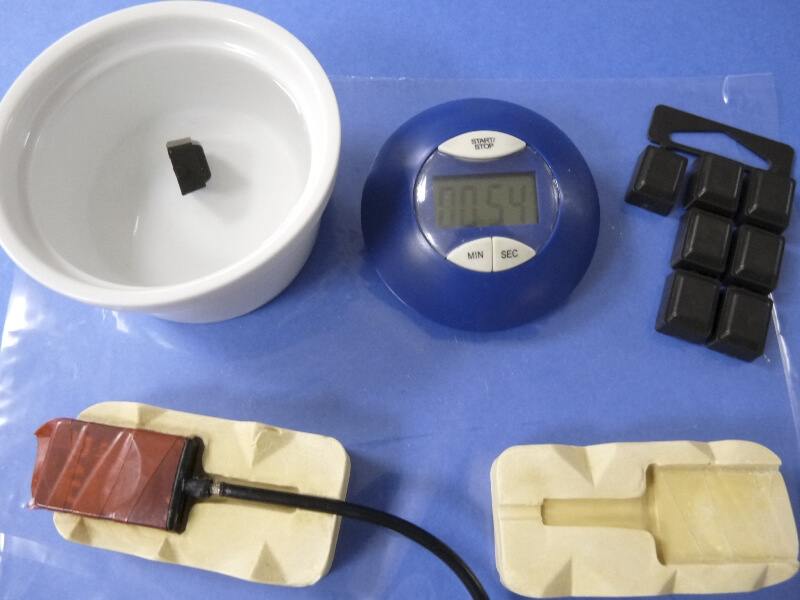
aussi il est vivement conseillé d'utiliser des récipients en verre, faïence ou céramique lors de la chauffe du lingotin de PLA.
La minuterie est facultative mais très appréciable.

Afin d'augmenter considérablement le temps de refroidissement du PLA et de pouvoir ainsi travailler sans précipitation obligatoire,
je conseille vivement de faire tremper le moulage dans de l'eau très chaude sans toutefois la porter à ébullition.
Lors du ramollissement du lingotin ID FORM, il est vivement conseillé de le sortir plusieurs fois de l'eau chaude,
pour mieux le malaxer, tout en écrasant cette pâte entre les doigts pour en apprécier la parfaite homogénéité
L'étape consiste maintenant :
- à ramollir le lingotin ID FORM de la façon la plus homogène possible,
- à placer cette "pâte" de PLA dans la première partie du moule chaud sans pour autant être brulant,
- à insérer avec grand soin le capteur et son cordon en s'assurant du positionnement correct de ces derniers,
- à recouvrir cette ensemble avec un minimum d'excès et à refermer le moulage grâce à sa deuxième partie,
- *** le tout avant que le PLA ne durcisse ***.
Je vous rassure cette étape est très largement facilité par le fait du trempage des deux parties du moulage dans de l'eau suffisamment chaude.
L'ensemble PLA/plâtre mettant ... comme le fut du canon ... un certain temps à refroidir la manipulation en devient un jeu d'enfant.
Malheureusement le temps imparti pour cette étape et n'ayant pu me faire aider pour la prise des clichés adéquats, il faudra vous contenter du texte explicatif.

Après une bonne quinzaine de minutes durant lesquelles le moulage doit être bloqué en fermeture, démoulage et finition.
Ne soyez pas trop pressé d'ouvrir le moule et de faire les curieux, car si l'ensemble n'est pas suffisamment froid,
le PLA sera encore adhérant aux surfaces en plâtre et il faudrait alors recommencer l'étape de pressée.
Je vous rappelle que ce produit est un PLA thermo-formable à très basse température, le moule doit en conséquence être parfaitement froid
avant ouverture ... c'est très important et déterminant pour le résultat final.
Le matériau ID FORM est un thermo-formable à basse température,
aussi il est fortement déconseillé d'utiliser des instruments qui échaufferont ce dernier lors de sa finition.
De même lors de l'emploi d'un outillage de type micromoteur à main il faudra prendre soin d'opérer par contacts doux et très court
des instruments rotatifs sur le matériau ID FORM et à des vitesses de rotation n'excédant pas 5000 tr/mn au risque de faire fondre le matériau
en surface.
Le prototype de réparation ayant été soigneusement réalisé et moulé, je n'utiliserai ici que de petites bandelettes de toile emeri grain 120
montées sur un porte toile rotatif lui-même inséré dans un micromoteur à main que beaucoup et à tord nomment "Dremel".
Accessoirement ces bandelettes de toile emeri seront également utilisées à la main.



Le matériau ID FORM se travaille aisément pour peu qu'on respecte les données ci-dessus.
Ébavurage, grattage, reprises des éventuelles défauts de formes ...

Il est également possible de recharger à volonté et indéfiniment des défauts visuels, un manque de pressée, etc etc.
Démonstration ici en créant volontairement un défaut dans le matériau ID FORM à l'aide d'un instrument rotatif monté sur un micromoteur à main.


Il suffit de mettre en forme de crayon un reste ou un lingotin de matériau, d'en chauffer l'extrémité au dessus d'une flamme
et de déposer le matériau manquant par petites gouttelettes successives jusqu'à obtention du résultat escompté.

Après refroidissement complet du matériau, reprise de finition avec les mêmes instruments et matériaux cités ci-dessus.

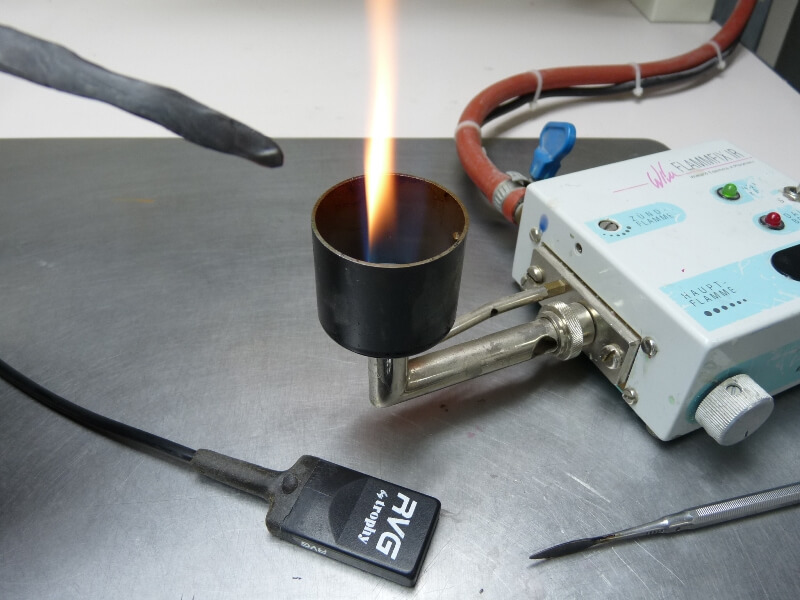
Le résultat final atteint, il suffira de "lisser" le matériau ID FORM au dessus d'une flamme ou beaucoup mieux à l'aide d'un microtorch à souder,
bien connu des modélistes surtout en radio commande.
Ainsi "réchauffé" le matériau" retrouvera un bel aspect lisse et satiné.
Attention durant cette étape, il est très important de lisser les surfaces au microtorch par petites "touches" tout en refroidissant très régulièrement
le matériau, sans le toucher ni avec les doigts, ni avec aucun autre instrument d'ailleurs au risque d'y imprimer ses empreintes digitales et autres marques,
qu'il faudrait alors s'employer à faire disparaitre avec facilité certes ... mais tout de même.
Ainsi se termine ce "petit" tutoriel sans prétention et la remise en état de ce capteur RVG qui reprendra ses bons et loyaux services
dès demain matin pour de nombreuses années encore et ce contre un avis d'impossibilité de réparation de la part des fournisseurs et du fabricant.
AVANT REMISE EN ÉTAT

APRÈS REMISE EN ÉTAT

Pas de doute que bon nombre d'entre vous trouverons bien d'autres utilisations et destinations plus "modélistiques" de ce tutoriel et de ce produit grand public.
Et pour terminer une courte vidéo publicitaire sur le ID FORM - Magic Plastic qui vous donnera certainement encore d'autres idées de réalisations.

Là où l'impression 3D multi matériaux trouve ses limites, il existe encore des solutions !
Bien que des vidéos d'utilisation de ce nouveau produit commencent à circuler à foison sur internet,
je vous propose ici une adaptation de ce qu'on peut également réaliser avec ce dernier via la confection d'un moulage de pressée en plâtre.
Vous trouverez ce produit pour 5 euros dans les rayons de vos magasins de bricolage courants, il s'agit de : ID FORM - Magic Plastic.
Il se présente en tablette de 9 petits parallélépipèdes rectangles.
Il est décliné en plusieurs teintes allant du transparent au noir en passant par le rose, le bleu et autre jaune, rouge, vert etc.
Les plots de teintes différentes sont mélangeables pour se comporter comme des couleurs primaires et ainsi obtenir d'autres teintes ou des effets.
L'adaptation d'utilisation de ce produit ci-dessous présentée via le prototypage et le moulage d'une pièce de réparation,
donnera assurément des idées d'emploi de ce matériaux assez étonnant je dois l'admettre, pour de nombreuses réalisations en modélisme.
Depuis quelques temps déjà, ce capteur RVG donnait des signes de faiblesse et devenait d'utilisation très délicate.
La sortie et protection de son cordon de liaison était en effet devenue défectueuse face à une utilisation intensive.
Les contacts fournisseurs et fabricants pris pour envisager la remise en état de ce petit capteur hors de prix se sont tous avérés infructueux,
les seules réponses obtenues étant :"il faut remplacer, tout est serti à chaud et étanche, la réparation est impossible, le capteur est HS" !
Après avoir étudié des solutions de réparations multiples et variées jusqu'à l'impression 3D, rien ne permettait une telle remise en état,
avec un cahier des charges assez précis : Il fallait que cette réparation soit le plus étanche possible, tout en restant suffisamment souple,
et réalisée de telle façon qu'on la remarque le moins possible. Elle devait également permettre comme de coutume, la préhension du capteur
par le câble pour dégager sur chaque utilisation la protection à usage unique qui devait le recouvrir.
C'est alors qu'au détour des rayons d'une enseigne de bricolage bien connue, apercevant une publicité télévisuelle, il me vint une idée :
Réaliser un moulage dur en plâtre autour d'un prototypage en cire, lequel moulage me servirait pour contre-presser le matériau en question.
En voici les étapes qui bien sur serviront ici de support d'idée pour des réalisations en modélisme ... et pas que !
Réalisation du prototype de réparation à l'aide d'une plaque de cire à modeler.
Les outils utilisés sont principalement une source de chaleur, ici de type Bunsen,
ainsi que quelques instruments de modelage et sculpture sur cire.
Je passe rapidement sur les étapes de mise en forme du prototype de réparation pour en arriver à ce résultat :
Le prototypage étant terminé, nous passons maintenant à l'étape de réalisation du moulage de pressée en double parties.
Ce moulage sera réalisé à très faible coût, à l'aide d'un plâtre à modeler synthétique.
Réalisation de la première partie.
Le plâtre est malaxé en proportion pour l'obtention d'une consistance non coulante mais suffisamment "souple".
Le capteur RVG qui reste étanche, a tout de même été au préalable recouvert d'une protection constituée par un simple enroulage de chatterton.
Le plâtre est déposé sur une feuille de cellophane qui constituera un excellant anti-adhésif au support de travail,
de façon à former un petit bloc aux dimensions très largement supérieures à celles du capteur.
Une fois l'épaisseur souhaitée atteinte, un lissage de la surface est nécessaire pour l'obtention d'une surface relativement plane.
Cette étape se réalise à l'aide d'un couteau ou malaxeur à plâtre manuel, très légèrement humide.
Après s'être assuré que ce petit bloc de plâtre présente une consistance suffisamment pâteuse pour ne pas s'écrouler
sous l'impression du prototype, coucher ce dernier dans le plâtre jusqu'à mi-épaisseur.
La prise du plâtre commençant à s'opérer, celui-ci devenant "modelable", il devient très facile de dégager grossièrement
les excédants à l'aide d'un outil tranchant comme ici : un simple cutter.
Il faut également prendre soin d'égaliser les débordements de plâtre tout autour de la pièce et de son prototype de réparation.
Le plâtre est maintenant solidifié, mais pas encore suffisamment résistant pour envisager la confection du deuxième étage.
C'est ce moment précis qui sera choisi pour réaliser avec beaucoup de délicatesse, les encoches de centrage des deux parties.
Personnellement je réalise de simples encoches en V, à l'aide d'un cutter à lame neuve.
Plusieurs encoches sont ainsi réalisées de façon totalement aléatoire, tout autour du premier étage de ce moulage,
l'aspect aléatoire du positionnement des encoches étant important pour simuler un centrage par "détrompeurs" qui induira
une seule et unique possibilité de repositionnement des deux futures parties de ce moulage comme nous le verrons par la suite.
Le plâtre de ce premier étage de moulage a maintenant atteint sa dureté maximale.
Nous enduisons la surface qui se trouvera en contact directe avec le deuxième étage d'une fine couche de produit isolant, comme ici de la vaseline blanche.
Cette étape est très importante et déterminante pour la bonne réalisation de moulages en multi-parties.
Elle permet une séparation aisée des différents étages du moule, sans aucune contrainte ni dégradation.
Il est toutefois également important d'appliquer la couche isolante,
le plus correctement possible sans oublier le moindre millimètre carré de surface mais également sans aucun excès.
Nous réalisons maintenant le deuxième étage de ce moulage avec l'obtention d'une consistance de plâtre suffisamment pâteuse
pour ne pas induire un écroulement de cette nouvelle masse lors de sa mise en place sur la première partie.
Lorsque le plâtre a atteint une texture "pâteuse +" on peut éventuellement retourner le moule et très légèrement le comprimer
contre la feuille de plastique afin d'obtenir une surface finale plus plane et lisse.
Après s'être assuré que cette deuxième partie en plâtre a atteint sa dureté maximale,
nous passons maintenant aux étapes de démoulage et préparation du moule.
Séparation des deux parties du moulage, très largement facilité par l'utilisation de la vaseline blanche.
Le capteur est délicatement désinséré du moule et débarrassé de son prototype de réparation en cire.
Par pur soucis de propreté d'exécution, la totalité du moulage fait l'objet d'une égalisation sur ses six faces.
Cette étape limitera très fortement les mauvaises surprises d'incrustation de micro-éclats de plâtre dans le matériau final de pressée.
Nous pouvons ici observer l'utilité et l'efficacité des encoches aléatoires de repositionnement des deux parties du moulage.
Il est très très important de ne pas négliger cette étape lors de la réalisation de n'importe quel étage d'un moulage multi-parties.
Nous passons maintenant au nettoyage et à l'ébavurage des parties internes du moulage.
Cette étape est également très fortement conseillée pour ne pas risquer des incrustations d'éclats de plâtre dans le matériau final de pressée.
Le plâtre étant un matériau relativement "mou", privilégier l'utilisation de petites bandelettes de papier émeri en grain 120,
qui permettrons un "émoussage" des arêtes vives internes sans détérioration excessive des contours de moulage.
L'étape d'ébavurage correctement et définitivement terminée, nous appliquons maintenant une couche de vernis saturateur à l'eau
sur toutes les surfaces en contact avec la pièce et son prototype de réparation.
Ce saturateur empêchera le matériau PLA chaud d'adhérer au plâtre, autorisant ainsi un démoulage aisé de la pièce
sans aucune détérioration du moule, permettant son stockage en vue d'une réutilisation ultérieure.
La couche de saturateur à l'eau est appliquée sans excès sans oublier le moindre millimètre carré de surface et sur les deux parties du moulage.
Nous nous assurons maintenant que le repositionnement du capteur dans le moulage ne posera aucun problème lors de la pressée.
On peut ici constater l'emplacement laissé par le retrait du prototype de réparation, emplacement qui sera ultérieurement comblé
par le matériau PLA ID FORM malléable.
Nous nous assurons également de la fermeture correcte des deux demi-coquilles du moulage et du bon positionnement du câble de liaison du capteur.
Vous remarquerez ici l'importance de mouler quelques centimètres de ce câble, afin d'assurer son blocage lors de la pressée du matériau ID FORM.
Toutes les vérifications et précautions pour ne pas détériorer le capteur et réaliser une pièce conforme à nos attentes ont été prises et vérifiées.
Nous passons maintenant à l'étape de pressée du matériau final.
Contrairement à ce qui est indiqué dans la vidéo de présentation du produit ID FORM, celui-ci présente une très forte adhérence à chaud,
surtout sur des matériaux tels que le plexiglass, la quasi totalité des plastiques et plus généralement toutes les matières synthétiques,
aussi il est vivement conseillé d'utiliser des récipients en verre, faïence ou céramique lors de la chauffe du lingotin de PLA.
La minuterie est facultative mais très appréciable.
Afin d'augmenter considérablement le temps de refroidissement du PLA et de pouvoir ainsi travailler sans précipitation obligatoire,
je conseille vivement de faire tremper le moulage dans de l'eau très chaude sans toutefois la porter à ébullition.
Lors du ramollissement du lingotin ID FORM, il est vivement conseillé de le sortir plusieurs fois de l'eau chaude,
pour mieux le malaxer, tout en écrasant cette pâte entre les doigts pour en apprécier la parfaite homogénéité
L'étape consiste maintenant :
- à ramollir le lingotin ID FORM de la façon la plus homogène possible,
- à placer cette "pâte" de PLA dans la première partie du moule chaud sans pour autant être brulant,
- à insérer avec grand soin le capteur et son cordon en s'assurant du positionnement correct de ces derniers,
- à recouvrir cette ensemble avec un minimum d'excès et à refermer le moulage grâce à sa deuxième partie,
- *** le tout avant que le PLA ne durcisse ***.
Je vous rassure cette étape est très largement facilité par le fait du trempage des deux parties du moulage dans de l'eau suffisamment chaude.
L'ensemble PLA/plâtre mettant ... comme le fut du canon ... un certain temps à refroidir la manipulation en devient un jeu d'enfant.
Malheureusement le temps imparti pour cette étape et n'ayant pu me faire aider pour la prise des clichés adéquats, il faudra vous contenter du texte explicatif.
Après une bonne quinzaine de minutes durant lesquelles le moulage doit être bloqué en fermeture, démoulage et finition.
Ne soyez pas trop pressé d'ouvrir le moule et de faire les curieux, car si l'ensemble n'est pas suffisamment froid,
le PLA sera encore adhérant aux surfaces en plâtre et il faudrait alors recommencer l'étape de pressée.
Je vous rappelle que ce produit est un PLA thermo-formable à très basse température, le moule doit en conséquence être parfaitement froid
avant ouverture ... c'est très important et déterminant pour le résultat final.
Le matériau ID FORM est un thermo-formable à basse température,
aussi il est fortement déconseillé d'utiliser des instruments qui échaufferont ce dernier lors de sa finition.
De même lors de l'emploi d'un outillage de type micromoteur à main il faudra prendre soin d'opérer par contacts doux et très court
des instruments rotatifs sur le matériau ID FORM et à des vitesses de rotation n'excédant pas 5000 tr/mn au risque de faire fondre le matériau
en surface.
Le prototype de réparation ayant été soigneusement réalisé et moulé, je n'utiliserai ici que de petites bandelettes de toile emeri grain 120
montées sur un porte toile rotatif lui-même inséré dans un micromoteur à main que beaucoup et à tord nomment "Dremel".
Accessoirement ces bandelettes de toile emeri seront également utilisées à la main.
Le matériau ID FORM se travaille aisément pour peu qu'on respecte les données ci-dessus.
Ébavurage, grattage, reprises des éventuelles défauts de formes ...
Il est également possible de recharger à volonté et indéfiniment des défauts visuels, un manque de pressée, etc etc.
Démonstration ici en créant volontairement un défaut dans le matériau ID FORM à l'aide d'un instrument rotatif monté sur un micromoteur à main.
Il suffit de mettre en forme de crayon un reste ou un lingotin de matériau, d'en chauffer l'extrémité au dessus d'une flamme
et de déposer le matériau manquant par petites gouttelettes successives jusqu'à obtention du résultat escompté.
Après refroidissement complet du matériau, reprise de finition avec les mêmes instruments et matériaux cités ci-dessus.
Le résultat final atteint, il suffira de "lisser" le matériau ID FORM au dessus d'une flamme ou beaucoup mieux à l'aide d'un microtorch à souder,
bien connu des modélistes surtout en radio commande.
Ainsi "réchauffé" le matériau" retrouvera un bel aspect lisse et satiné.
Attention durant cette étape, il est très important de lisser les surfaces au microtorch par petites "touches" tout en refroidissant très régulièrement
le matériau, sans le toucher ni avec les doigts, ni avec aucun autre instrument d'ailleurs au risque d'y imprimer ses empreintes digitales et autres marques,
qu'il faudrait alors s'employer à faire disparaitre avec facilité certes ... mais tout de même.
Ainsi se termine ce "petit" tutoriel sans prétention et la remise en état de ce capteur RVG qui reprendra ses bons et loyaux services
dès demain matin pour de nombreuses années encore et ce contre un avis d'impossibilité de réparation de la part des fournisseurs et du fabricant.
AVANT REMISE EN ÉTAT
APRÈS REMISE EN ÉTAT
Pas de doute que bon nombre d'entre vous trouverons bien d'autres utilisations et destinations plus "modélistiques" de ce tutoriel et de ce produit grand public.
Et pour terminer une courte vidéo publicitaire sur le ID FORM - Magic Plastic qui vous donnera certainement encore d'autres idées de réalisations.
Dernière édition par Stearghall le Mar 15 Mai 2018 - 10:51, édité 8 fois

