Toute la communauté du Radoub du Ponant
vous souhaite la bienvenue.
En fermant cette fenêtre contextuelle vous ne pourrez
consulter qu'une partie des rubriques de notre site.
La visualisation de la totalité de son contenu n'est accessible
qu'après inscription, validation de votre compte ET présentation.
Merci pour votre compréhension.
Modélisme Arsenal, Naval, Aérien, Terrestre et Autres.
Ce sujet étant très détaillé pour vous apporter un maximum de connaissances sur les moyens mis en oeuvre, nous l'avons Philippe et moi même, morcelé en mini messages clairement titrés que vous pouvez rejoindre par les liens directs ci-dessous
Introuvable dans le commerce, ces crépines pour bateau RC font cruellement défaut à notre ami belge. Olav 1er
Pour que son bonheur soit total, une seule solution; ou plutôt deux solutions. Laisser tomber ces sa....és crépines, pas cool et faire avec, ou plutôt sans, vous me suivez!
Ou faire appel à l'équipe à "riper le soleil" du Ponant : son ingénieur des Arsenaux pour les dessiner et sortir des plans interprétables et son Commissaire des fontes pour créer de belles pièces en métal en suivant ces plans.
Sitôt dit, sitôt dessiné!
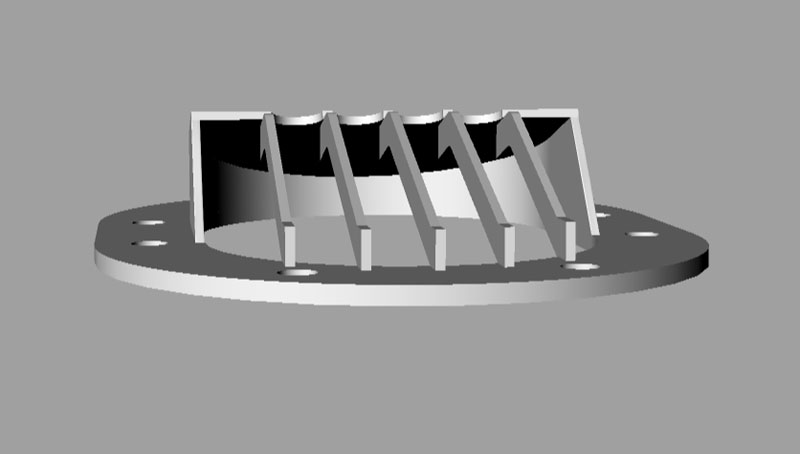
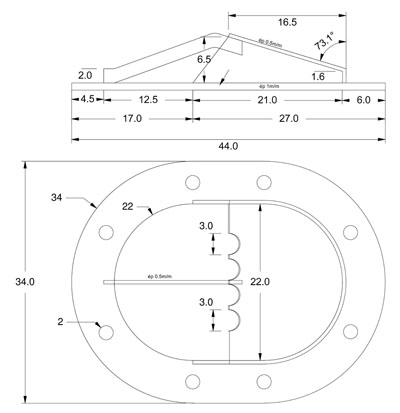
La crépine prend forme sous Rhino, logiciel 3D, et coté, l’élément faisant 40m/m sur 30, elle est plutôt de grande taille, le bateau aussi, d'ailleurs.
Le plan coté sous DesingCAD pour plus de clarté.
Nous allons maintenant nous diriger vers la Fonderie. Là, ce n'est plus vraiment ma tasse de thé
Réalisation des crépines en coulée métallurgique d'acier Cr/Co.
Mon ami crabe m'ayant transmit les fichiers sous logiciel Rhino comprenant : - Les plans cotés. - Les vues 3D. - Les vues mises à plat. Ce que permet le logiciel Rhinocéros.
Donc ... impression format A4 des plans cotés avec quelques vues 3D des pièces pour s'en faire une idée précise.
Et surtout impression à 100% sur bristol 180 gr des éléments formants les crépines en version "mise à plat".
Introduction
Ces pièces étant destinés à être immergées, j'ai fait le choix de leurs réalisation en coulée d'alliage d'acier Chrome Cobalt.
N'ayant d'autre part que deux pièces à réaliser, pour réduire au maximum le coût de production, j'ai fait le choix de ne pas utiliser de technique de moulage. Ces deux crépines seront donc réalisées en prototypage direct, c'est à dire que deux pièces seront réalisés et serviront de matrices directes pour les coulées métalliques.
Pour se faire, je n'utiliserais pas de matériaux à base de cire comme je l'aurais probablement fait dans l'optique d'une plus grande série de pièces, mais je me servirais de matériaux plastiques, calcinables sans résidu.
Chaque élément de ces crépines va donc être réalisé unitairement en plastique calcinable. Tous les éléments seront ensuite assemblés avant la "mise en revêtement" qui consiste à noyer la pièce dans un matériaux réfractaire résistant à des températures jusqu'à 2000°C sans aucune déformation. Ce bloc qui devient ainsi "un moule perdu" est placé au four à température ambiante, puis porté par paliers successifs maîtrisés à une température proche du point de fusion de l'alliage, soit dans ce cas à 970°C. Cette opération de chauffe à pour premier objectif de faire calciner le prototype en plastique qui laissera ainsi en lieu et place un vide que viendra combler le métal en fusion injecté par force centrifuge. Le deuxième objectif de cette chauffe étant d'amener le moule de matériaux réfractaire à une température proche du point de fusion de l'alliage à couler pour ne pas créer de choc thermique (chaud/froid) lors de la coulée métallurgique. L'entrée d'une fusion à 1100° dans un moule (en exagérant) froid figerait trop vite le métal en fusion, l'empêchant de remplir totalement et correctement le moule. Par ailleurs le moule en lui même si il était conservé froid pour la coulée métallurgique, ne résisterait pas au choc thermique créé par l'entrée du métal en fusion au tout au moins, dans le meilleur des cas, ne conserverait pas ses qualités de reproductions optimales. Il y a là matière à réflexion pour les adeptes des alliages basse fusion notamment en ce qui concerne la pseudo nécessité de mise en place d'évents tous azimuts , mais ceci est un tout autre débat que nous aborderons bientôt sur le "Radoub du Ponant".
Dernière édition par Stearghall le Sam 3 Juin 2017 - 17:13, édité 6 fois
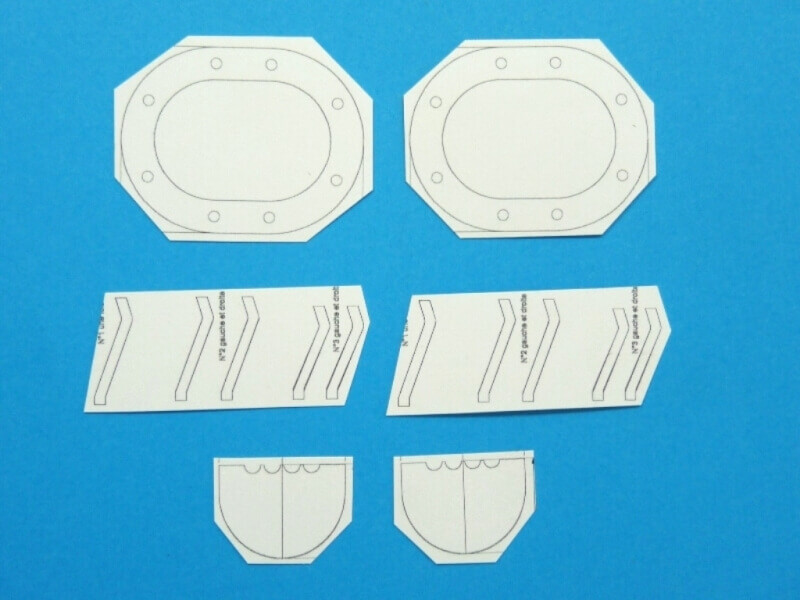
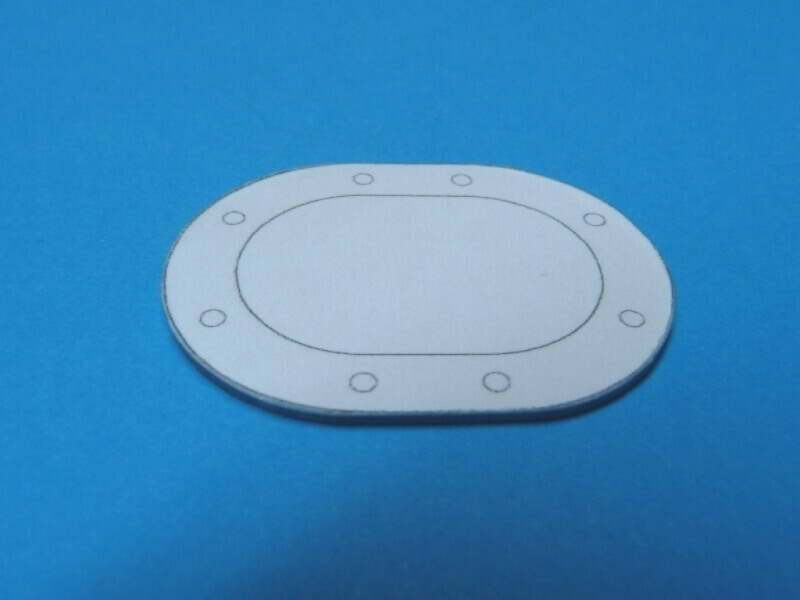
Comme précisé plus haut, une impression des éléments à 100% est sortie sur bristol 180 gr.
Les éléments à réaliser ayant des épaisseurs respectivement à l'échelle de 0,5 et 1,0 mm, je sélectionne les plaques de plastique thermocalcinable en 0,5 et 1,0 mm d'épaisseur.
Les formes imprimées à la bonne échelle, sur bristol, puis grossièrement découpées, ...
... et fixées légèrement avec une colle de type cyanoacrylate sur des sections de plastique adéquates.
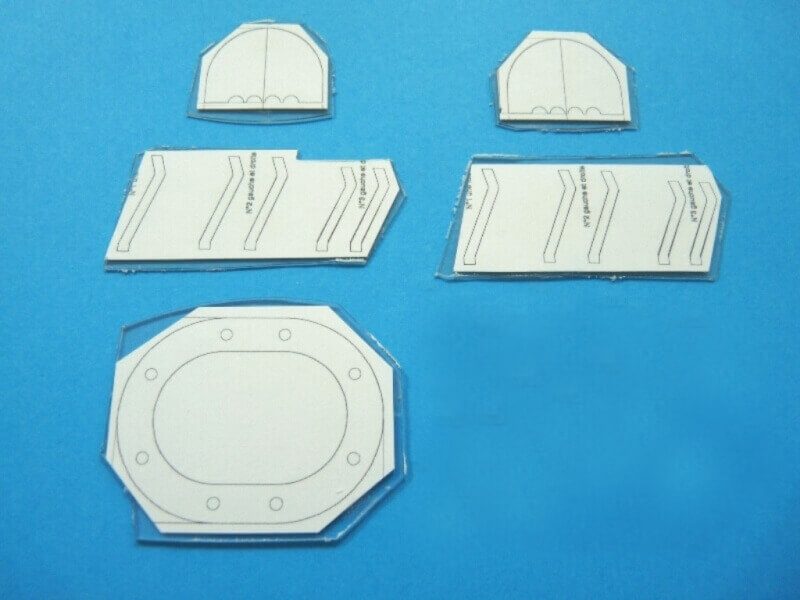
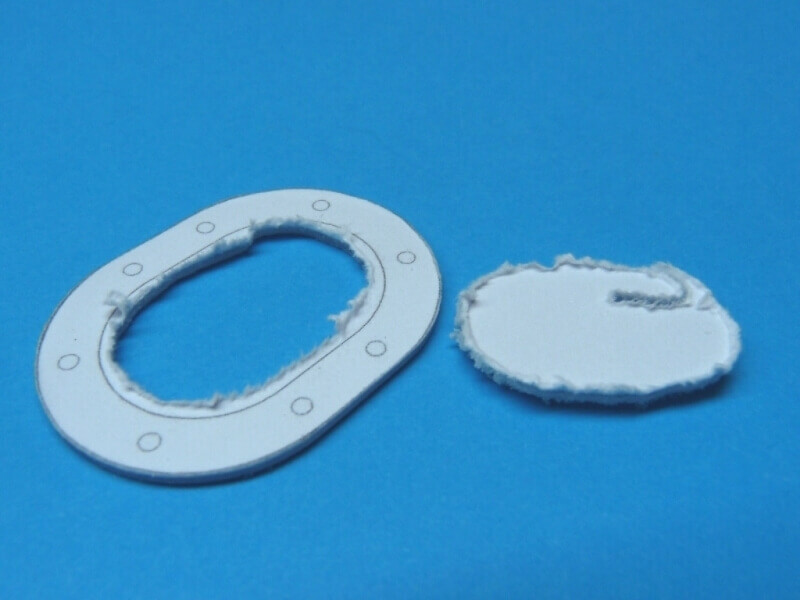
Les plaques de plastique thermo calcinable sont alors grossièrement découpées ...
... puis détourées jusqu'à obtention du profilé souhaité, en ne laissant pas de "gras", les pièces doivent donc être détourées sur leurs limites définitives.
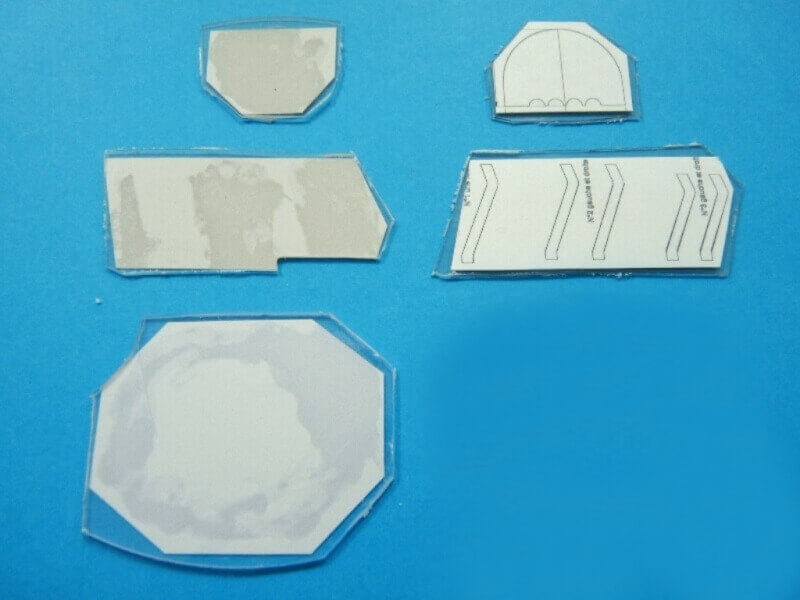
Détourage de la partie intérieure de cette embase de crépine.
Toujours pareil, on travaille précis et directement aux bonnes limites des pièces.
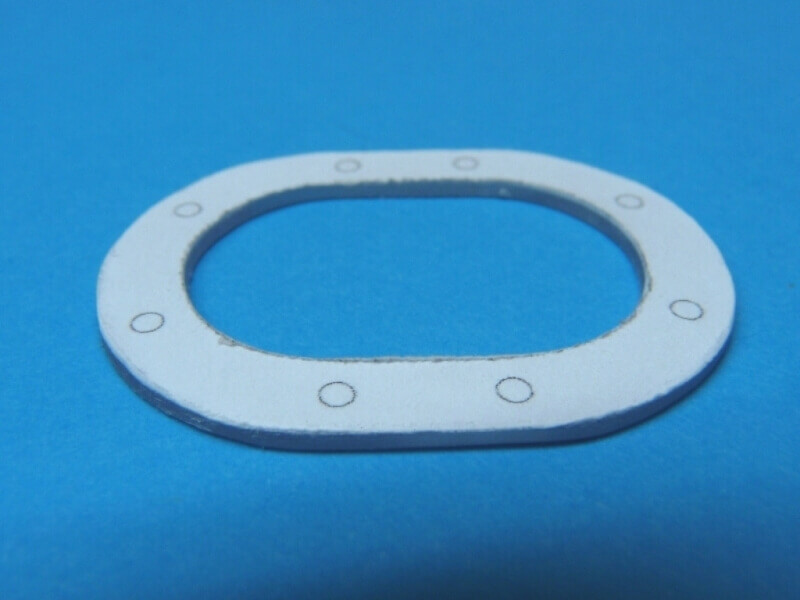
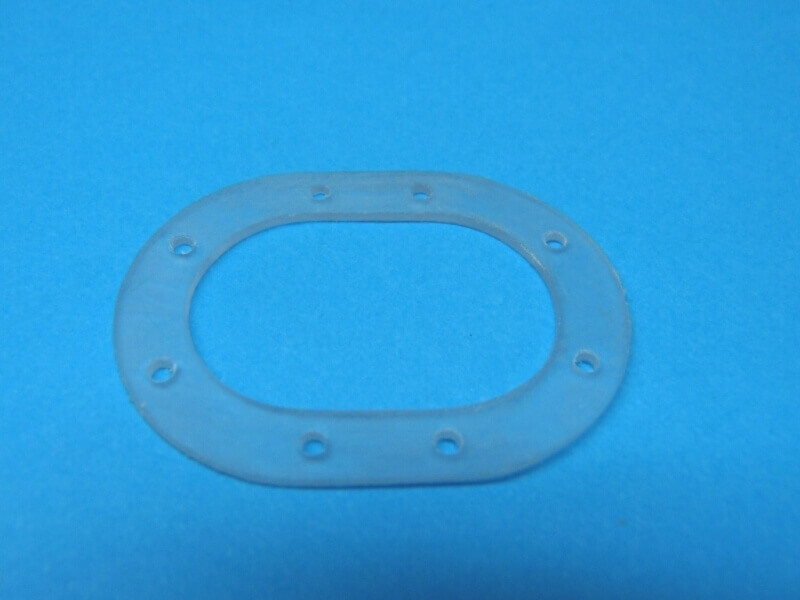
Perçage des orifices de fixation des embases de crépines.
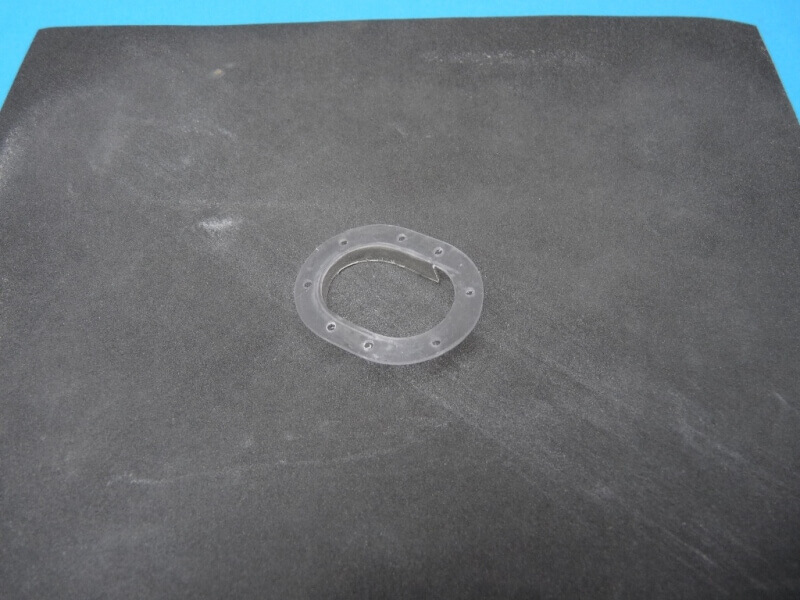
Dépose de la forme en bristol et nettoyage des traces de colle.
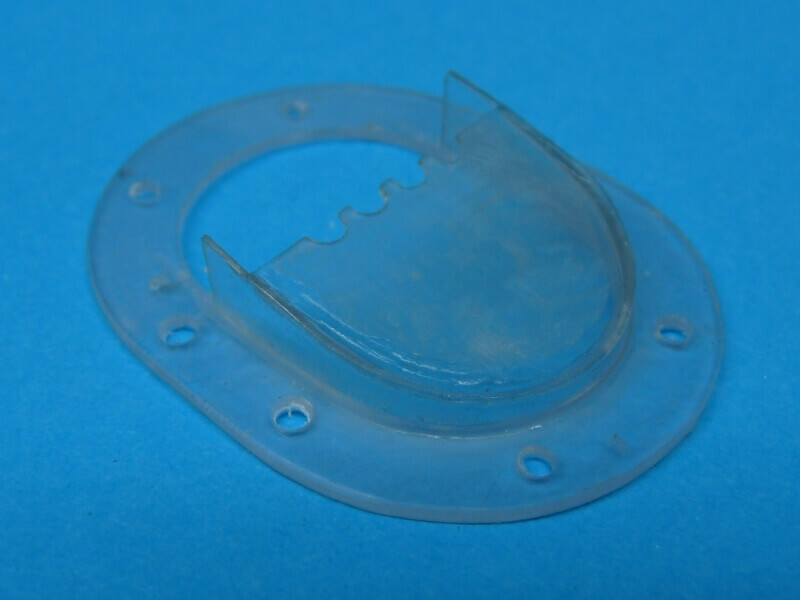
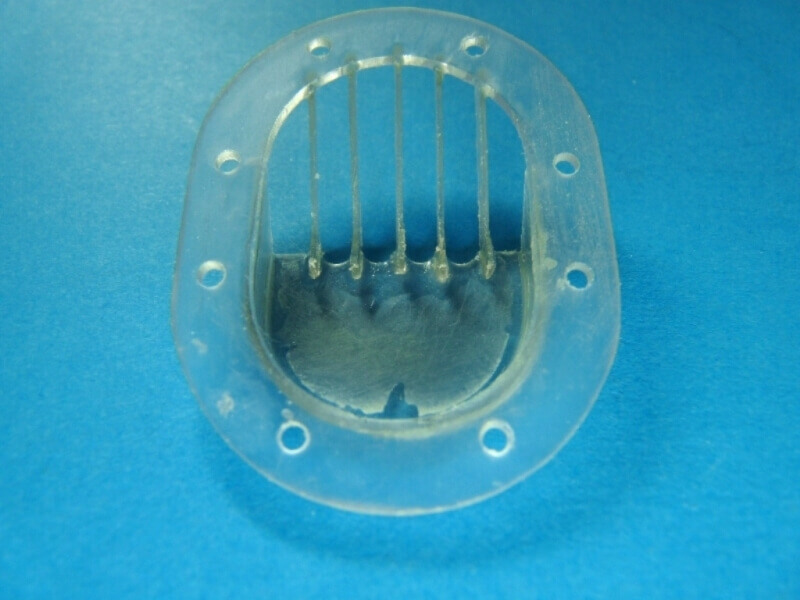
Notre prototype d'embase de crépine est prêt.
Dernière édition par Stearghall le Lun 5 Juin 2017 - 9:56, édité 6 fois
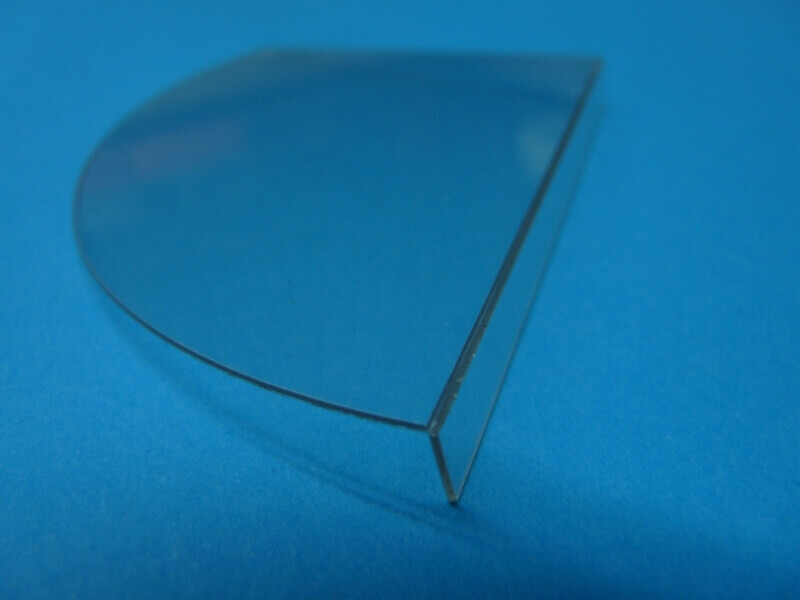
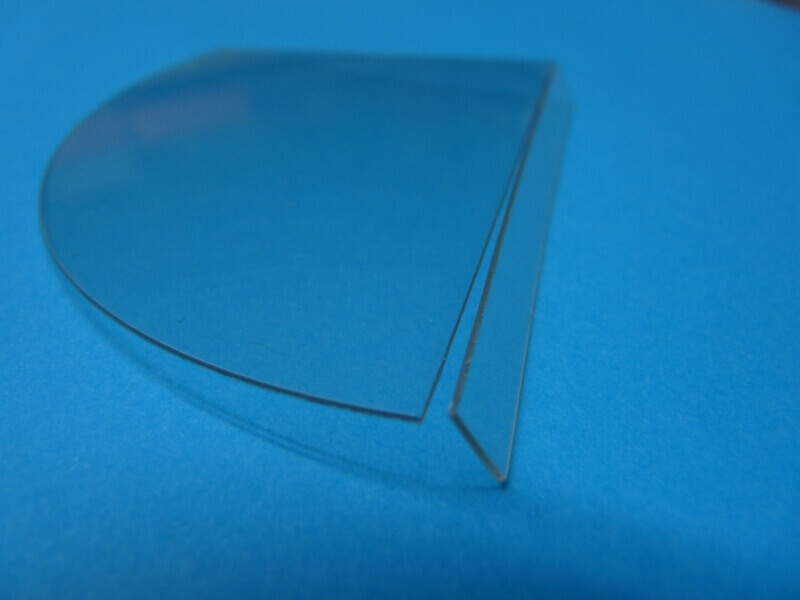
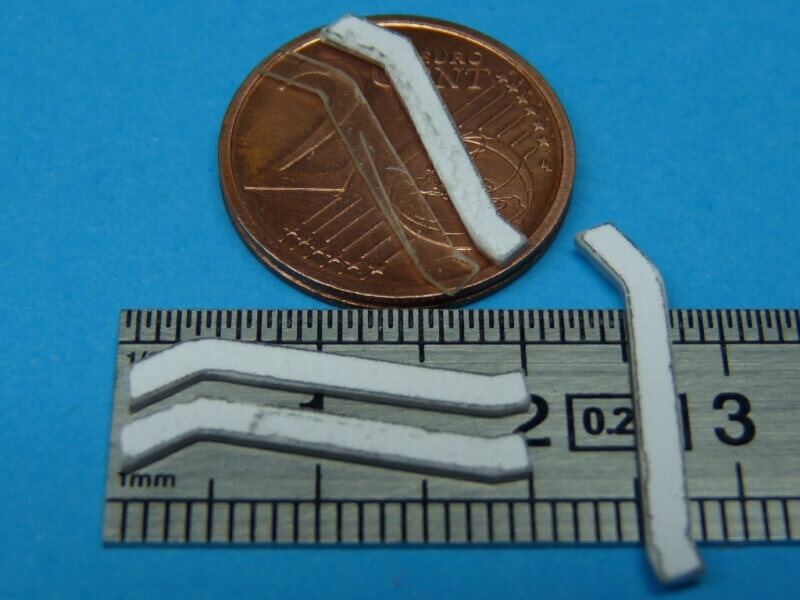
Une bande de plastique selon les côtes maximales est tracée fort au bistouri dans la plaque thermo.
Pliage du plastique selon le tracé.
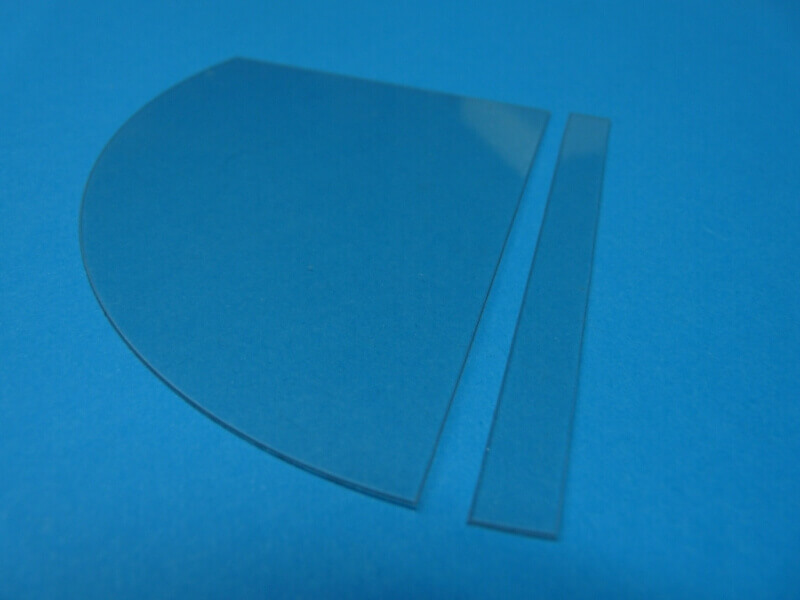
Désolidarisation du segment.
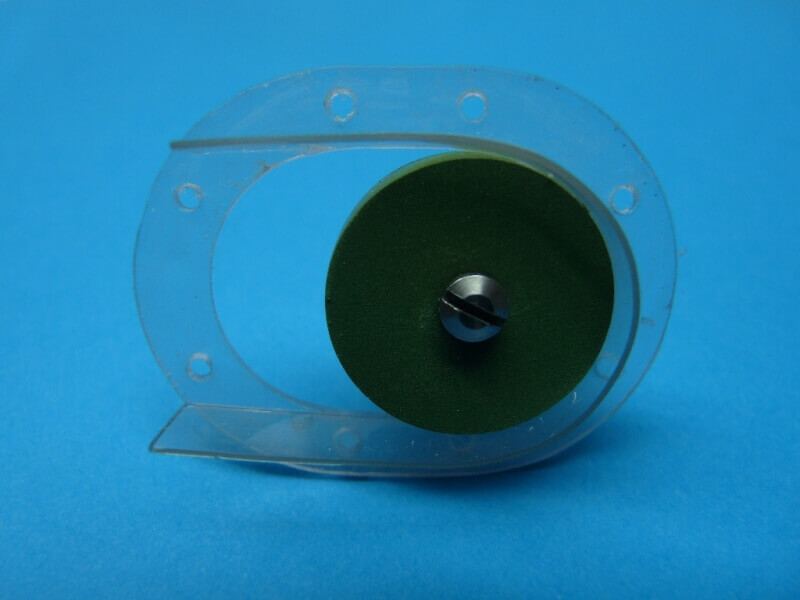
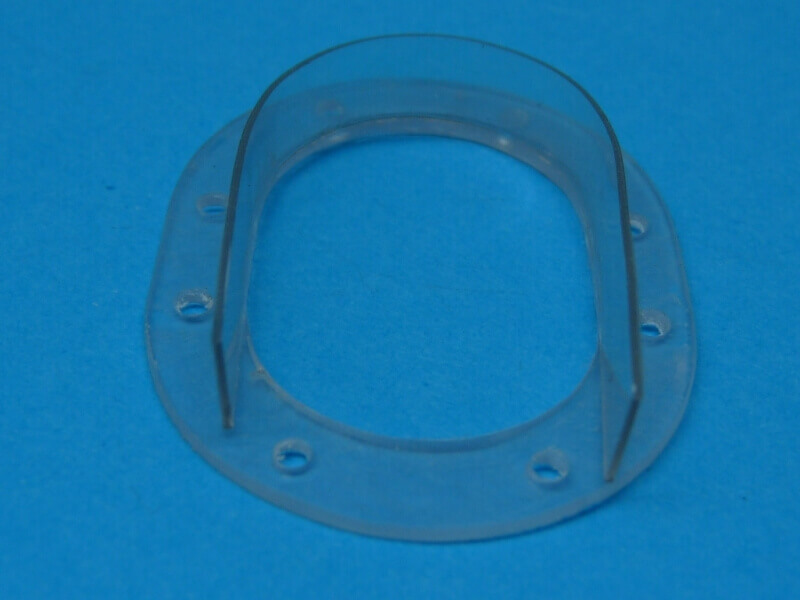
Pour un positionnement optimal de la paroi de crépine sur son embase, un profilé au diamètre précis de l'intérieur de celle-ci est réalisé, ici à l'aide de deux meulettes en caoutchouc réadaptées sur une pierre à dresser. La bande de plastique thermo est alors très légèrement chauffée pour mise en forme autour du gabarit.
Mise en place à la colle cyanoacrylate par prélèvement avec la pointe d'une lame de bistouri
La bande représentant la paroi de crépine est pour le moment laissée volontairement plus longue que nécessaire.
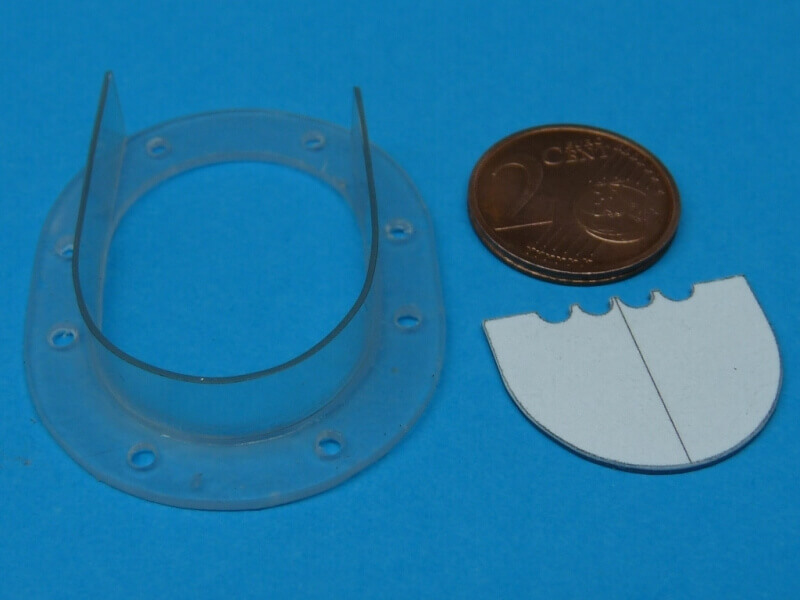
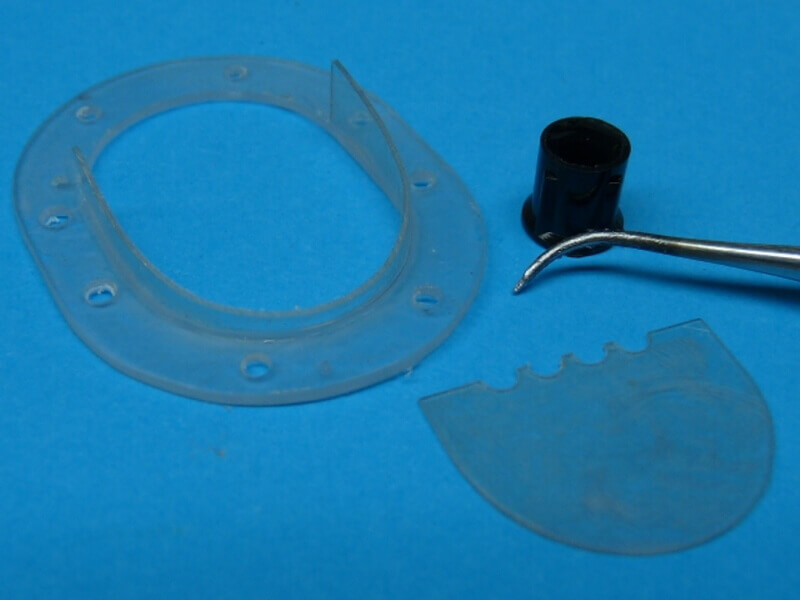
Préparation du "couvercle" de crépine.
Mise en forme en biais de la paroi de crépine par ponçage à plat sur papier de carrossier
Mise en place du couvercle à la colle cyanoacrylate.
Dernière édition par Stearghall le Lun 5 Juin 2017 - 14:28, édité 6 fois
Avec toi tout est simple, mais n'empêche que tu as une sacrée expérience sur le travail du métal et de micro-produits, grâce à ton métier, et c'est tant mieux car tu nous fais de superbes pas à pas avec photos détaillées et explications à l'appui.
Personnellement, même si je ne peux pas exécuter ce genre de travail, je reste admiratif devant tant de technicité et de détails du produit fini.
Les messages de réalisation plus haut ont été édités avec des photos supplémentaires
une suite
Réalisation des ailettes de crépine..
Une vue de mes instruments rotatifs de prédilection pour usiner les plastiques thermo. Un disque large diamanté ventilé pour limiter l'échauffement du plastique lors des découpes. Un mandrin muni de deux meulettes caoutchouc diamantées. Avec ces deux instruments, je travaille sur une plage de vitesse de rotation de 8 000 à 12 000 tr/mn maxi.
Mise aux contours des pièces à l'aide des meulettes "caout", au micromoteur à main ... rotation 8 000 tr/mn.
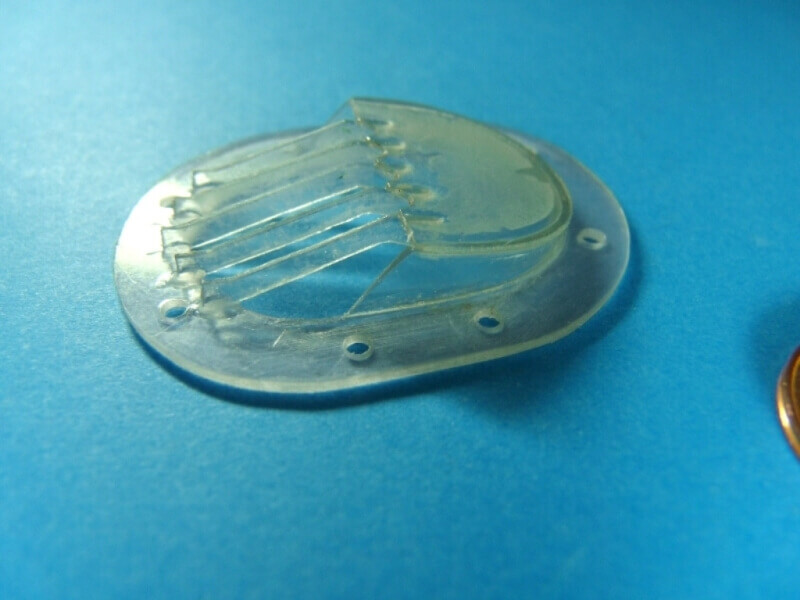
Les 5 ailettes formées avant élimination du bristol et des traces de colle.
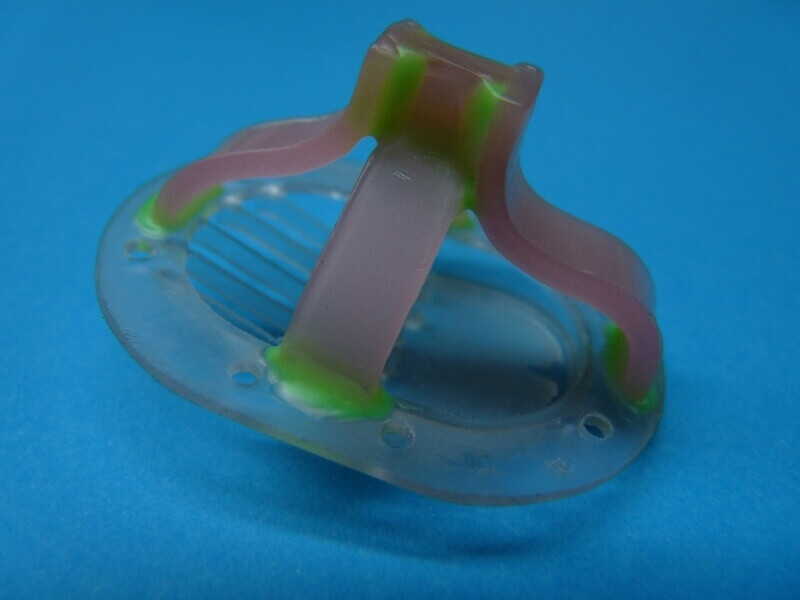
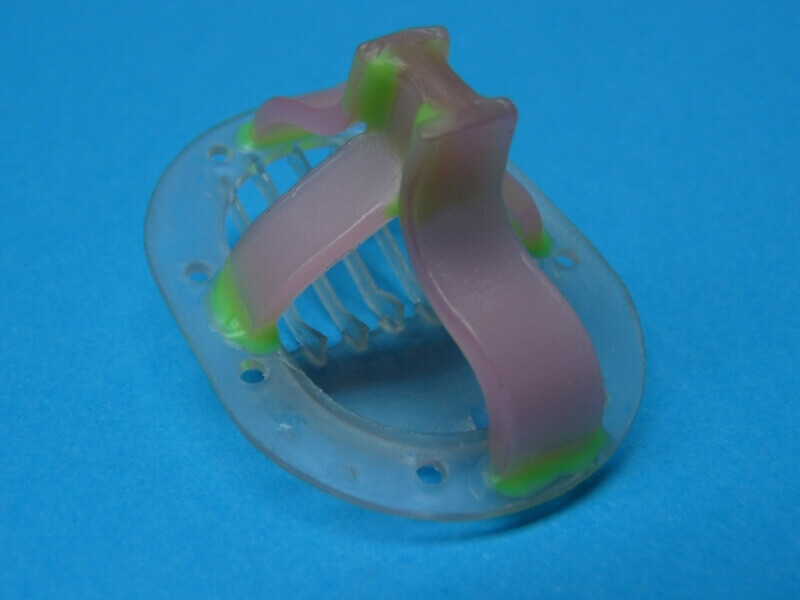
Mise en place avec maintien par boulette de pâte moldine et fixation définitive à la colle cyanoacrylate.
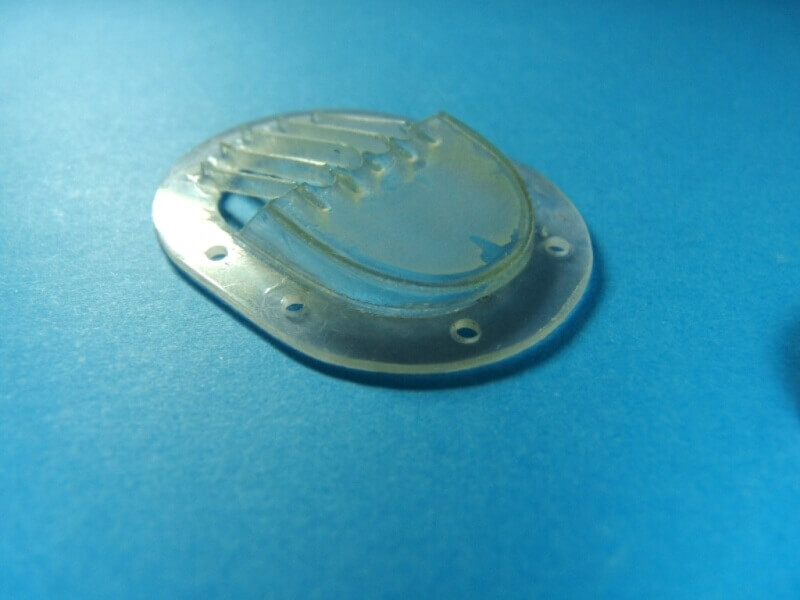
Les prototypes en plastique thermo calcinable pour les coulées métallurgiques sont maintenant terminés.
Nous passons maintenant à la phase purement métallurgique ...
Dernière édition par Stearghall le Lun 5 Juin 2017 - 12:58, édité 2 fois
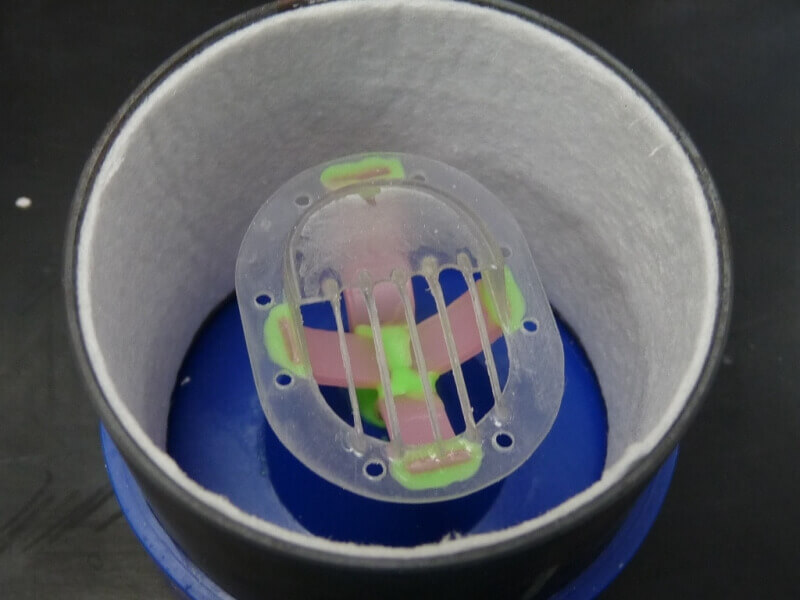
Pose des tiges d'injection et mise en revêtement réfractaire.
Des tiges d'injection sont placées sur le pourtour de l'embase de crépine. Ces tiges sont de section rectangulaire, découpées dans une plaque de cire de 2,5 mm d'épaisseur. La section rectangulaire est ici retenue pour annuler l'effet d'injection en siphon du à la coulée par centrifugation. Les tiges sont reliées entre elles et à la pièce à l'aide de gouttelettes de cire chauffées.
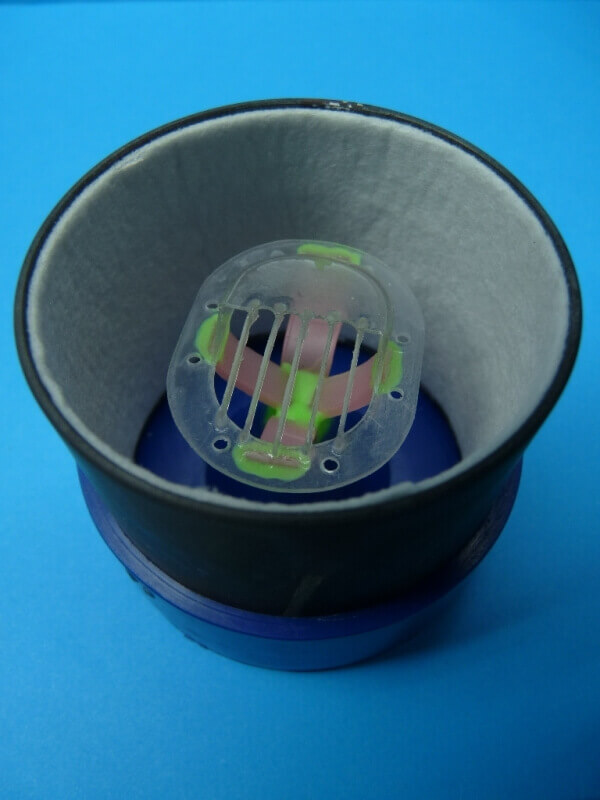
Positionnement de la pièce munie de ses tiges d'injection, sur le cône de coulée.
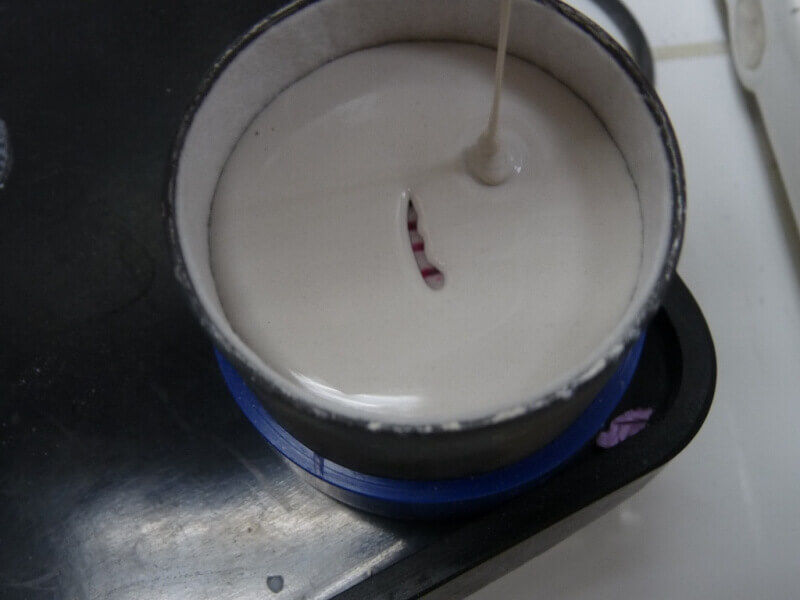
Mise en place du cylindre de coulée munie de sa feuille de dilatation thermique.
Remplissage du cylindre avec du revêtement réfractaire selon les dosages très précis (poudre/liquide) indiqué par le fabricant.
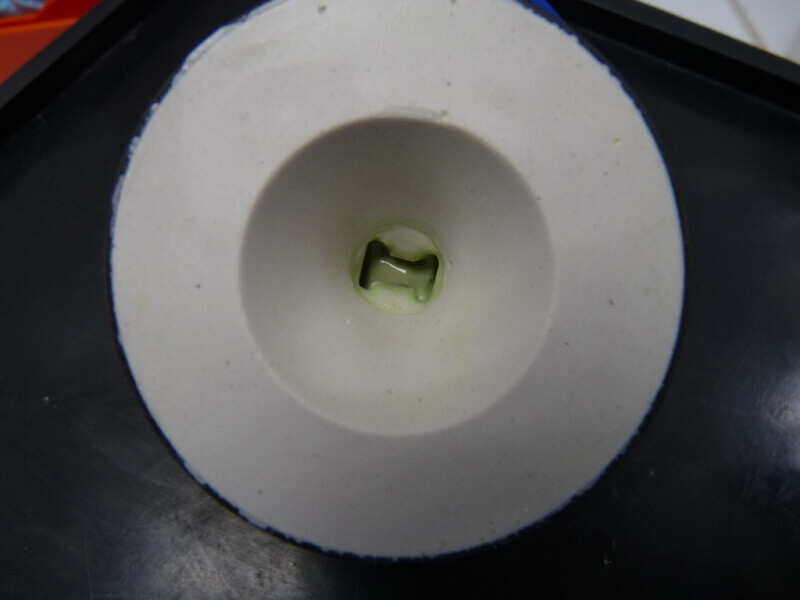
Après durcissement complet du matériaux réfractaire, soit 12 minutes plus tard, démoulage par séparation du cône de coulée et du cylindre.
Nous apercevons très nettement ici, le cône d'injection qui va diriger le métal en fusion vers les tiges d'injection de forme rectangulaire dans le fond du cône, via la pièce à couler.
Prochaine étape, la mise au four et la coulée métallurgique.
Dernière édition par Stearghall le Lun 5 Juin 2017 - 13:09, édité 2 fois
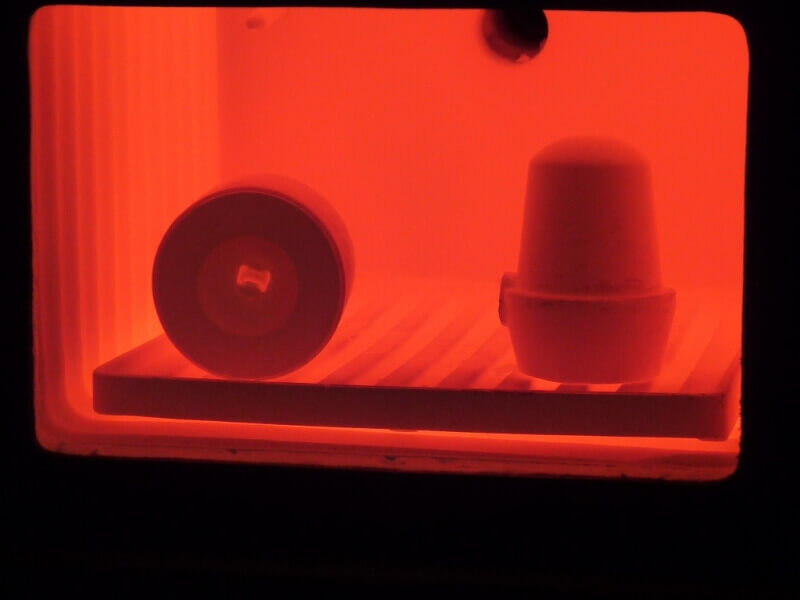
Le cylindre de coulée est placer à température ambiante dans un four de chauffe. La température sera montée en trois paliers consécutifs et maîtrisés dans la durée de montée et de maintient. Un premier palier est réalisé à 320°C pendant 45 minutes pour permettre le séchage du matériau réfractaire et le ramollissement lent du plastique formant la pièce à couler. Un deuxième palier à 600°C est réalisé pour procéder au précalcinage des matériaux formants la pièce à couler. Un palier final de 200°C inférieur à la température de fusion du métal est réalisé pendant 60 minutes pour permettre l'élimination totale de toutes traces résiduelles de matériaux plastique ainsi que pour assurer une totale homogénéité de température, jusqu'au cœur du cylindre de coulée. la température ici sera portée à 980°C, s'agissant d'une coulée d'acier Chrome/Cobalt.
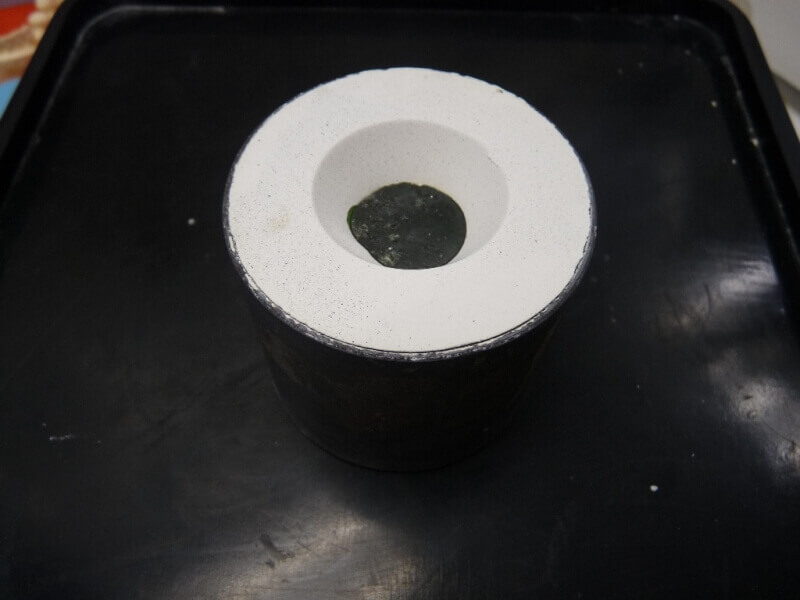
La chambre de chauffe dans laquelle se situent sur la gauche, le cylindre de coulée au sein duquel on aperçoit parfaitement le cône de coulée et dans le fond les tiges d'injection. Tout le plastique à disparu, créant ainsi un vide qui sera comblé par le métal en fusion lors de l'injection. Sur la droite dans le four, le creuset de fonte qui recevra le métal ... à fondre !
Dernière édition par Stearghall le Lun 5 Juin 2017 - 13:11, édité 1 fois
Mais c'est qu'ils en redemandent les lions ... alors hop
La suite ...
La coulée métallurgique haute fusion.
Je fais ici un petit aparté, simplement pour vous détailler un des modes principaux depuis très longtemps utilisés en micro coulée métallurgique.
Les principaux mode de coulée en micro métallurgie ont été et restent encore : - La coulée par force centrifuge, avec différents modes de fonte du métal, par chalumeaux, systèmes à induction et autres. - La coulée par aspiration dépression sous gaz rare fonte par induction.
- Arrivent depuis deux ans maintenant les techniques d'impression 3D par fusion laser de poudre métallique.
Je ne vous détaillerais ici que la technique utilisée dans le cadre de la réalisation de ces crépines de Tamar, soit : La coulée en fonte par chauffe à induction et injection par force centrifuge.
la machine que je vous présente ici a très exactement 33 ans d'age, de conception Allemande, je l'ai réformée il y a une quinzaine d'années au profit de matériel plus performant.
Pour mes besoins de modéliste, j'ai cependant conservé cette outillage que l'on trouve de nos jours, en occasion aux alentours de 800 euros contre un prix d'achat neuf dans les années 90 à 55 000 francs, soit beaucoup d'argent à l'époque !!!
Dans cette machine, la chambre de coulée fermée par un couvercle articulé équipé de capteurs de sécurité. A l'intérieur de la chambre de coulée, un bras maintenu sur un axe par une énorme vis aileté (dans le prolongement de l'axe). Le mouvement de rotation de l'ensemble bras est transmit à l'aide d'un moteur électrique à déclenchement automatique, situé à l'abris des projections de métal liquide dans le caisson de l'appareil.
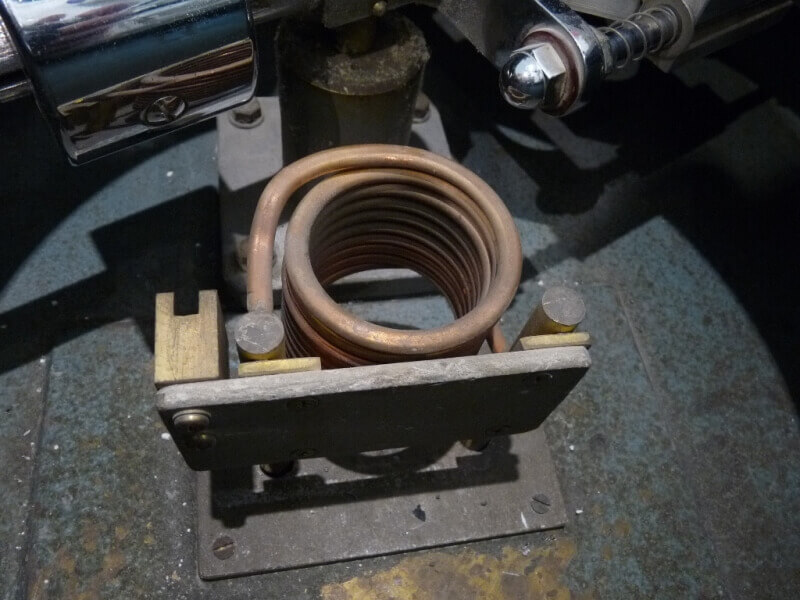
En position base, le solénoïde de chauffe par induction. A l'intérieur de ce solénoïde en cuivre haute résistance circule un liquide de refroidissement permettant ainsi à l'ensemble de chauffe de porter 200 grammes d'acier à 1400°C en moins de 10 secondes. C'est à ce niveau que viendra s'insérer le creuset de fonte métallurgique.
Sur le bras rotatif, le chariot porte creuset qui recevra le creuset et se positionnera au dessus du solénoïde de chauffe.
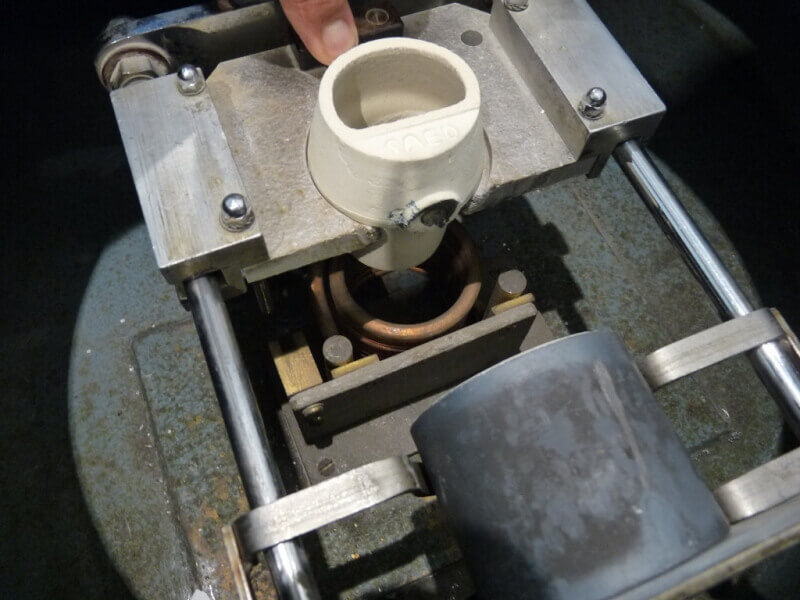
Le bras reçoit également dans le berceau situé en son extrémité, le cylindre de coulée dans lequel se trouve la pièce à couler. Le berceau de coulée est fixe et totalement solidaire du bras centrifuge.
En position de chauffe, le solénoïde remonte pour enserrer le creuset situé sur le chariot.
Lorsque le métal en fusion à atteint sa température de coulée, quasiment simultanément, le solénoïde s'abaisse ...
... le chariot coulisse vers l'extrémité du bras en direction du cylindre, le moteur électrique induit une force centrifuge à l'ensemble bras, et le métal liquide passe alors du creuset de chauffe au cylindre de coulée, remplissant ainsi l'espace laissé par la pièce en plastique (ou en cire) calcinée.
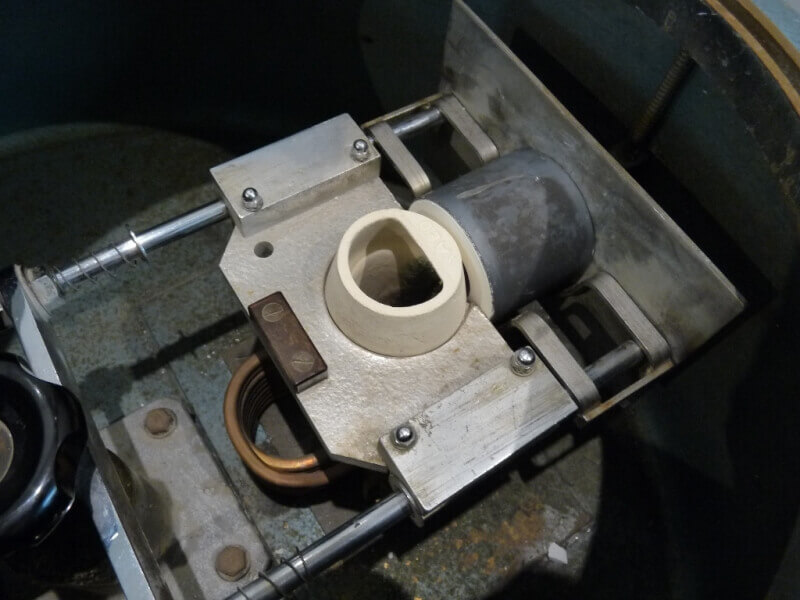
Nous apercevons également sur cette photo, à gauche sur le bras centrifuge, le contre-poids. Celui-ci est conçu pour coulisser et se positionner à certaines distances entre la vis de bridage et la deuxième extrémité du bras centrifuge. Son action est de rétablir le balourd qui est induit par le poids du cylindre et du creuset de coulée, un peu à la manière d'une masse d'équilibrage de roue automobile.
Et voilà ... pas compliqué
Donc revenons à nos ... coulées de crépines.
Le métal se présentent à l'état neuf sous forme de plots calibrés à 5 grammes (pour celui-ci).
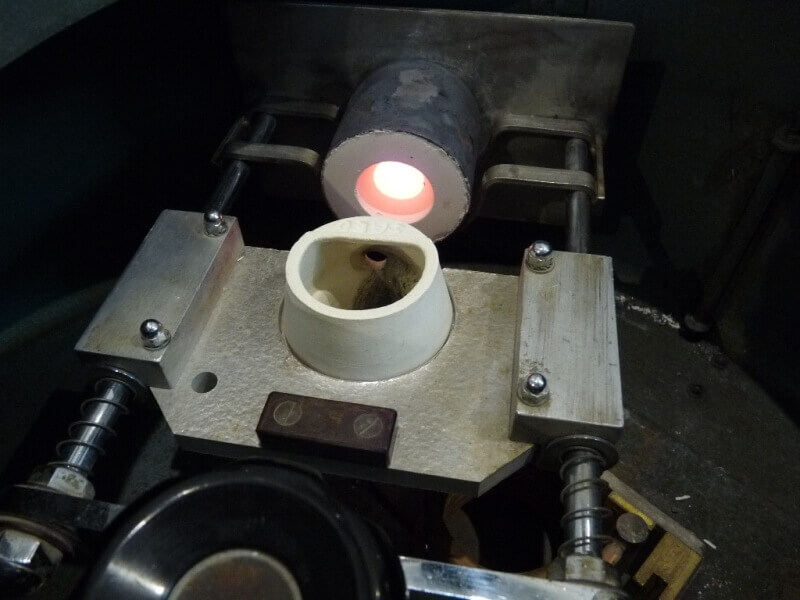
Le creuset est sorti du four de chauffe, les plots de métal déposés à l'intérieur et l'ensemble placé sur le chariot. Très rapidement le cylindre est placé sur son berceau de coulée en bout de bras centrifuge, le couvercle de la chambre de chauffe est refermé, capteur de sécurité enclenchés, la chauffe des plots de métal commence (vision de la fonte au travers d'un verre adéquat).
Le métal en fusion arrive à température de coulée ...
le solénoïde s'abaisse, le chariot coulisse vers le cylindre, le moteur démarre et le métal est injecté par force centrifuge du creuset au cylindre.
La coulée terminée, le cylindre est déposé sur un tiroir de refroidissement et amorce sa lente descente en température à l'air ambiant.
Jusqu'à refroidissement complet.
A très bientôt ... pour le démoulage de ces crépines
Dernière édition par Stearghall le Lun 5 Juin 2017 - 13:25, édité 6 fois














 et faire avec, ou plutôt sans, vous me suivez!
et faire avec, ou plutôt sans, vous me suivez!









 , y'a pas de doute le gars qui va faire ces pièces ne pourra pas se tromper !!!
, y'a pas de doute le gars qui va faire ces pièces ne pourra pas se tromper !!!





 m'ayant transmit les fichiers sous logiciel Rhino comprenant :
m'ayant transmit les fichiers sous logiciel Rhino comprenant :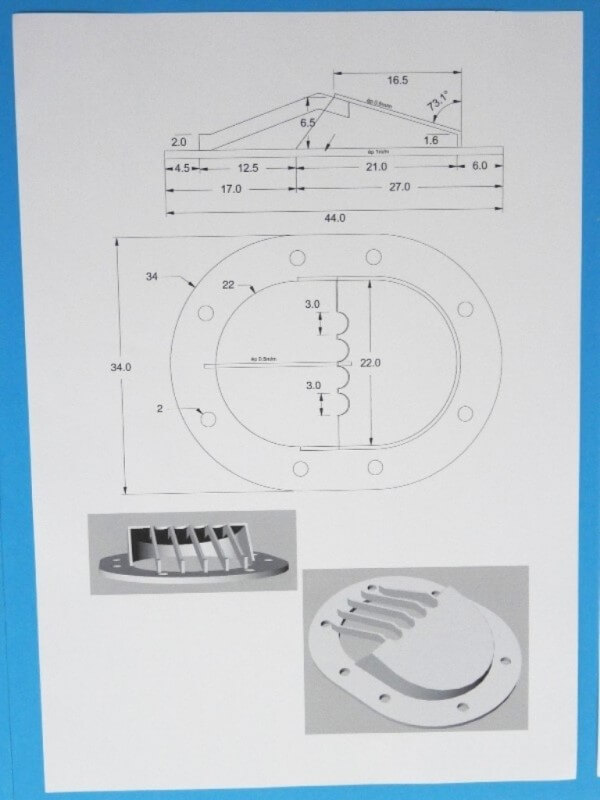

 , mais ceci est un tout autre débat que nous aborderons bientôt sur le "Radoub du Ponant".
, mais ceci est un tout autre débat que nous aborderons bientôt sur le "Radoub du Ponant".


 , Ca c'est du grand art
, Ca c'est du grand art 














 ... alors j'observe
... alors j'observe